
دستگاه تست خواص مکانیکی پیچ های خودکار فولادی عملیات حرارتی شده- استاندارد 17598
استاندارد مرجع استاندارد ISO 2702: 2011 می باشد.
ISO 2702.2011, Heat-treated steel tapping screws – Mechanical properties
هدف ودامنه کاربرد
هدف از تدوین این استاندارد تعیین ویزگیهای پیچهای خودکار فولادی عملیات حرارتی شده با اندازههای
رزوههای خودکار از ST 2.2تا ST9.5مطابق استاندارد ISO 1478و همچنین روشهای آزمون مربوط به
آن میباشد.
این استاندارد برای اطمینان از اینکه پیچهای خودکار، بتوانند بدون اینکه در رزوههای آنها تغییر شکل
ایجاد شود و همچنین بدون شکستن در حین سوار کردن یا کار، درون مادهای که بهطور معمول فرو میروند،
رزوه جفت’ایجاد کنند بهکار میرود.
۲مراجع الزامی
مدارک الزامی زیر حاوی مقرراتی است که در متن این استاندارد ملی ایران به آنها ارجاع داده شده است.
بدین ترتیب آن مقررات جزیی از این استاندارد ملی ایران محسوب میشوند.
در صورتیکه به مدرکی با ذکر تاریخ انتشار ارجاع داده شده باشد، اصلاحیهها و تجدید نظرهای بعدی ان
مورد نظر این استاندارد ملی ایران نیست. در مورد مدارکی که بدون ذکر تاریخ انتشار به آنها ارجاع داده
شده است، همواره آخرین تجدید نظر و اصلاحیههای بعدی انها مورد نظر است.
استفاده از مراجع زیر برای این استاندارد الزامی است:
2-1 ISO 898-7:1992, Mechanical properties of fasteners- Part 7: Torsional test and minimum
torques for bolts and screws with nominal diameters 1 mm to 10 mm
2-2 ISO 6507-1, Metallic materials – Vickers hardness test – Part 1: Test method’
۳مواد
پیچهای خودکار باید از جنس فولاد با قابلیت سختکاری سطحی و از طریق عملیات کلهزنی سرد’ ساخته شوند.
الزامات
۱-۴الزامات متالورژیکی
۱- ۱-۴سختی سطحی
حداقل سختی سطحی بعد از انجام عملیات حرارتی باید ( ۴۵۰ HV’-0.3به استاندارد ISO 6507-1مراجعه کنید) باشد.
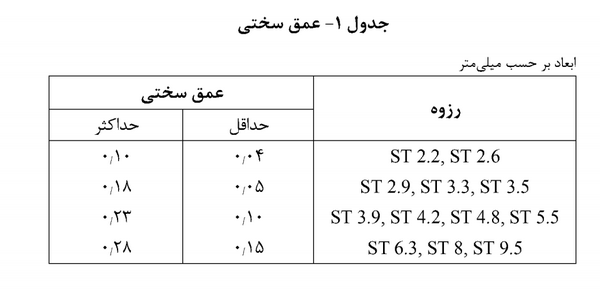
۲- ۱- ۴عمق سختی
عمق سختی باید مطابق مقادیر نشان داده شده در جدول ا باشد:
سختی مغز
سختی مغز بعد از انجام عملیات حرارتی باید مطابق زیر باشد:
الف- برای اندازه رزوههای کوچکتر یا مساوی ST 3.9بین ۲۷۰ HV 5تا ۳۷۰ HV 5
ب- برای اندازه رزوههای بزرگتر یا مساوی ST 4.2بین ۲۷۰ H۷ 10تا ۳۷۰ H۷ 10
۴- ۱-۴ریز ساختار
ریز ساختار باید عاری از هرگونه لایه فریت آزاد بین پوسته سخت شده و مغز باشد.
۲-۴الزامات مکانیکی
۱-۲-۴قابلیت ایجاد رزوه
هنگامی که پیچهای خودکار مطابق بند ۱ -۲-۶درون یک صفحه آزمون بسته میشوند، باید بدون اینکه
رزوه آنها تحت تغییر شکل قرار بگیرد، ایجاد رزوه جفت کنند.
استحکام پیچشی
استحکام پیچشی پیچهای خودکار باید به حدی باشد که گشتاور مورد نیاز برای شکست، هنگام آزمون
مطابق بند ،۲-۲-۶برابر یا بیشتر از مقادیر داده شده در جدول ۳برای رزوه مورد نظر باشد.
۵پذیرش
میتوان از آزمون روندگی’، آزمون پیچش و ازمون سختی مغز به عنوان آزمونهای پذیرش معمول استفاده
کرد اما به منظور قضاوت، تمام الزامات این استاندارد باید براورده شود.
۶روشهای انجام آزمون
۱-۶روشهای انجام آزمون برای الزامات متالورژیکی
۱- ۱-۶آزمون سختی سطحی
آزمون سختی ویکرز باید مطابق استاندارد ISO 6507-1انجام شود.
فرورفتگی هرم باید روی یک وجه تخت، ترجیحا روی کله پیچ ایجاد شود.
۲- ۱-۶عمق سختی- ازمون میکروسکوپی
عمق سختی باید در نقطه میانی بین نوک و ریشه و در مورد پیچهای خودکار کوچکتر تا اندازه رزوه ST
، 3.9در ریشه رزوه اندازهگیری شود.
به منظور قضاوت باید یک نمودار میکروسختی حاصل از یک فرو رونده ویکرز و یک بار ،۳۰۰ gروی پروفیل
رزوه نمونهای که به صورت مناسبی متالوگرافی شده است تهیه کرد. عمق سختی نقطهای است که سختی
ثبت شده آن ۳۰ HVبیشتراز سختی واقعی مغز است.
۳- ۱-۶آزمون سختی مغز
آزمون سختی ویکرز مغز باید مطابق استاندارد ISO 6507-1و در نصف شعاع یک مقطع عرضی از پیچ انجام
شود. این مقطع عرضی باید از فاصله مناسبی دور از نوک پیچ برداشته شده باشد و درنتیجه بتوان ان را
نمایندهای از پیچ در قسمت با قطر کوچک کامل در نظر گرفت.
۴- ۱-۶آزمون ریز ساختار
ازمون ریز ساختار باید با استفاده از بررسی متالوگرافی انجام شود.
۲-۶روشهای انجام آزمون برای الزامات مکانیکی
۱-۲-۶آزمون روندگی
پیچ نمونه (پوششدار یا بدون پوشش، به همان صورت دریافت شده)’ باید درون یک صفحه آزمون بسته
شود تا زمانی که یک رزوه با قطر کامل از درون صفحه آزمون عبور کند.
صفحه آزمون باید از جنس فولاد کم کربن با حداکتر مقدار کربن / ۰۲۳باشد. سختی صفعه باید با اندازه
گیری بر اساس استاندارد ISO 6507-1بین ۱۳۰ HVتا ۱۷۰ HVباشد. ضخامت صفحه باید مطابق مقادیر
نشان داده شده در جدول ۲باشد.
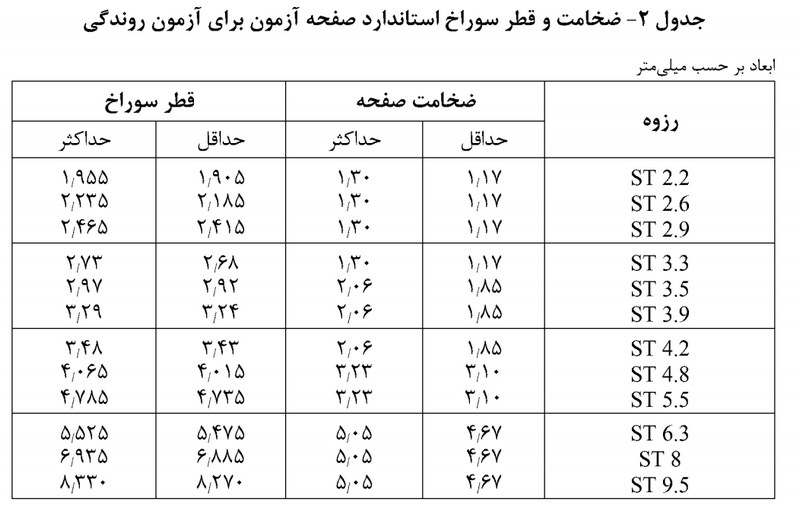
سوراخ صفحه آزمون باید با استفاده از متهکاری یا سنبهکاری و متهکاری مجدد یا برفو زنی، تا رسیدن به
قطر تعیین شده در جدول ۲برای پیچ با اندازه مورد ازمون ایجاد شود.
هنگامی که پیچها پس از تحویل به مشتری پوشش داده میشوند (یا هنگامی که پوشش دادن پیچها بستگی
به خواست خریدار دارد)، تولید کننده مسئول شکستن پیچها در اثر پوششدهی نمیباشد. در چنین مواردی
تولید کننده پیچ تنها در صورتی مستول است که ثابت شود شکست در نتیجه هر گونه عملیات متعاقب
صورت نگرفته است. پیچهایی که پوشش آنها برداشته شده است را نمیتوان به عنوان نمونه در نظر گرفت.
آزمون استحکام پیچشی
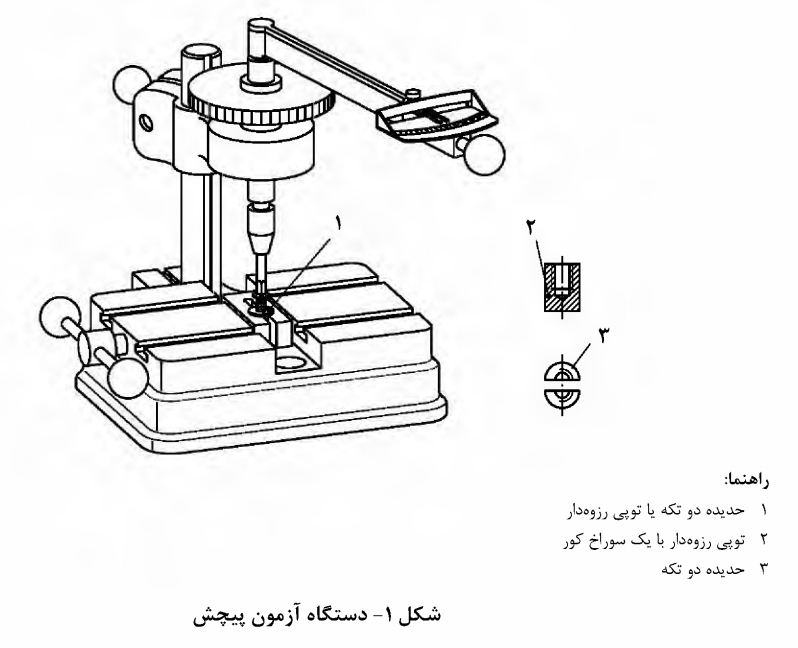
ساق پیچ نمونه (پوششدار یا بدون پوشش، به همان صورت دریافت شده) باید درون یک حدیده’ یا هر
دستگاه دیگر دو تکه با رزوه جفت به گونهای قرار گیرد که قسمت درگیر پیچ آسیب نبیند و حداقل دو رزوه
کامل از بالای گیره خارج شود و حداقل دو رزوه کامل به غیر از نوک پیچ، درون گیره قرار گیرد. در صورتی
که عمق سوراخ به حدی باشد که از دور بودن شکست دور نسبت به نوک پیچ اطمینان حاصل شود، میتوان
از یک تویی رزوهدار’ با یک سوراخ کور، در محل گیره (شکل ) ۱استفاده کرد:
با استفاده از یک دستگاه کالیبره شده اندازهگیری گشتاور (مطابق بند ۲- ۲-۳استاندارد )ISO 898-7باید
گشتاور تا زمان شکست به پیچ اعمال شود. حداقل استحکام پیچشی پیچ باید مطابق با الزامات تعیین شده
در جدول ۳باشد

فراتست عرضه کننده دستگاه های تست
0912-3750274
021-88705040


{kind=link}