








فراتست عرضه کننده دستگاه های تست
0912-3750274
021-88705040
دستگاه تست و آزمون خواص مکانیکی و استحکام کششی، خمشی و باز خمشی مفتول، میلگرد، آرماتور و سایر مقاطع فلزی ( میلگرد، مفتول، ورق فولادی)-
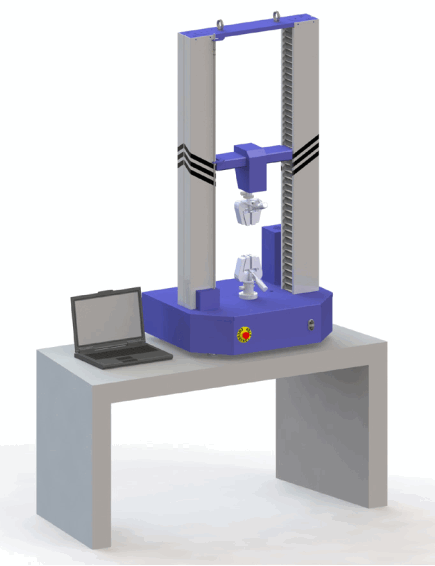
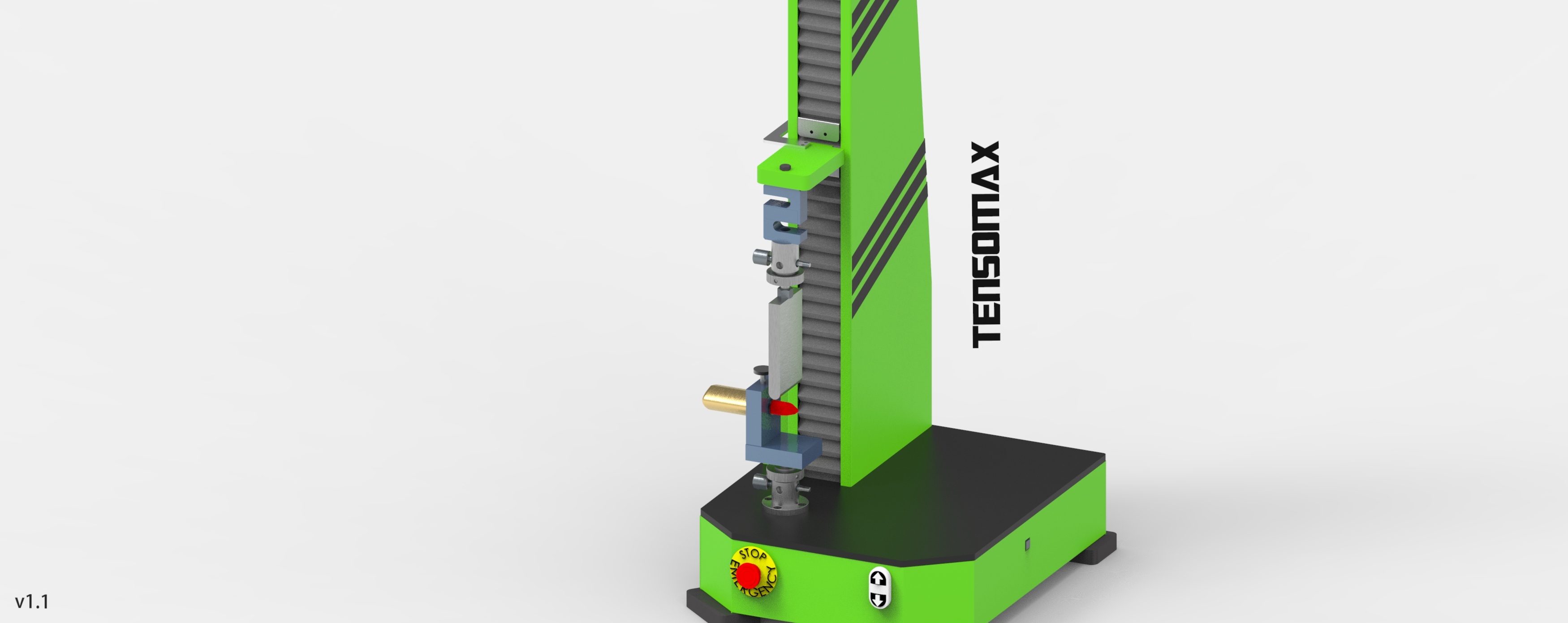
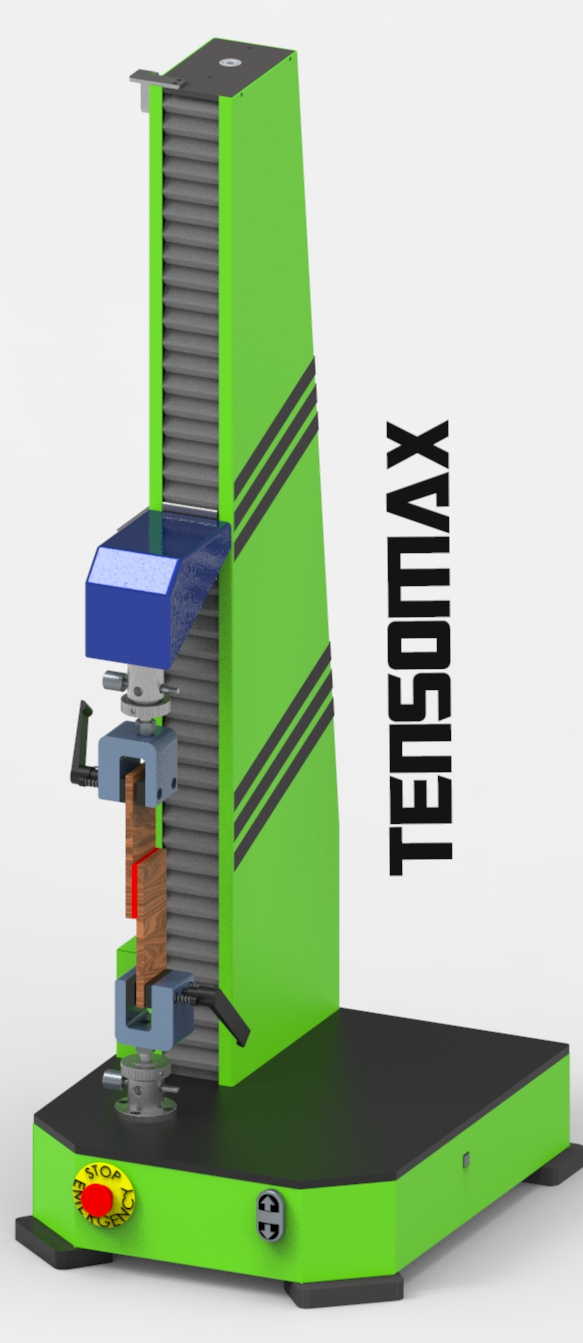
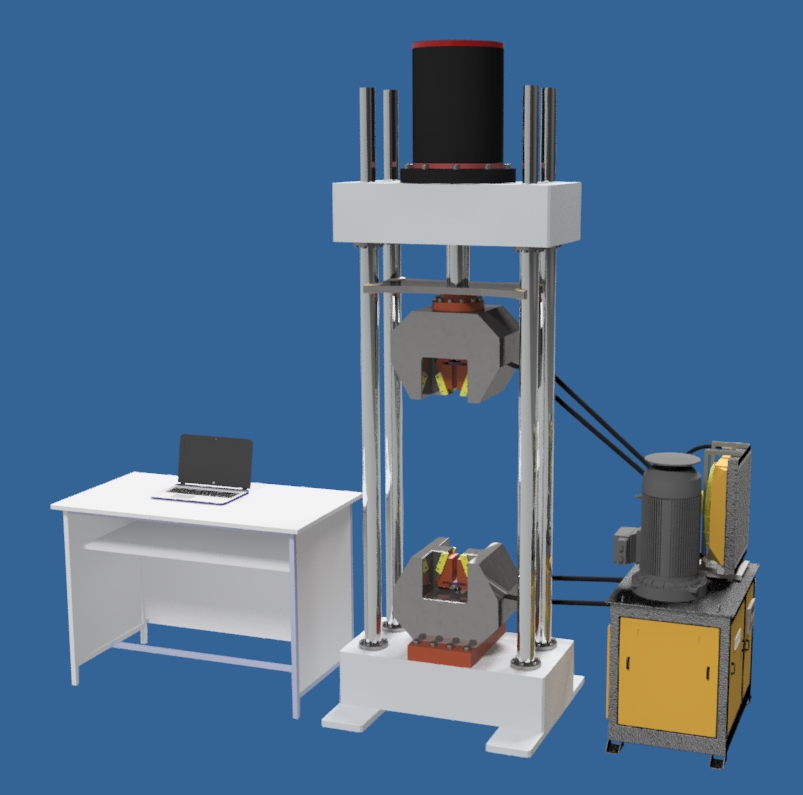
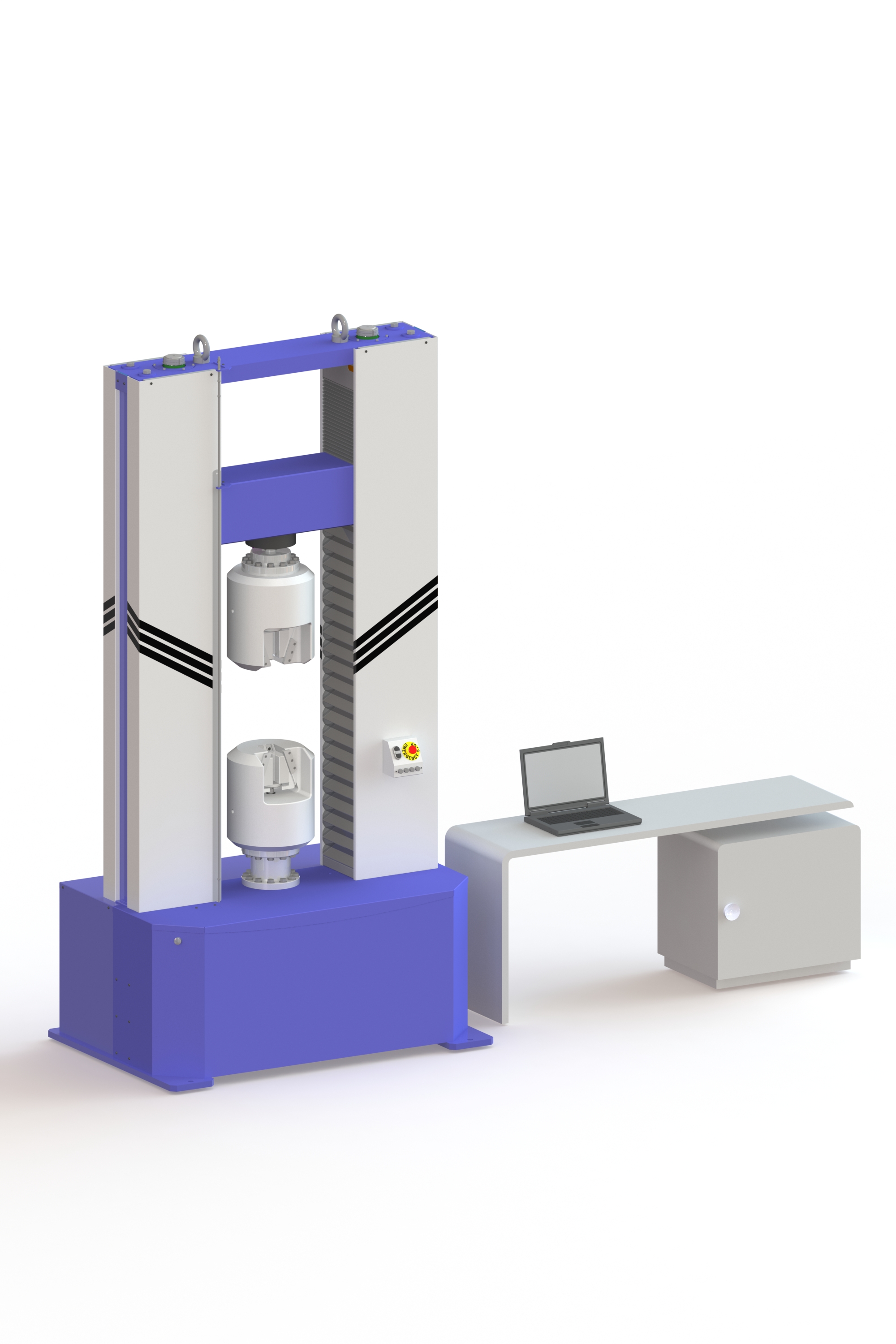
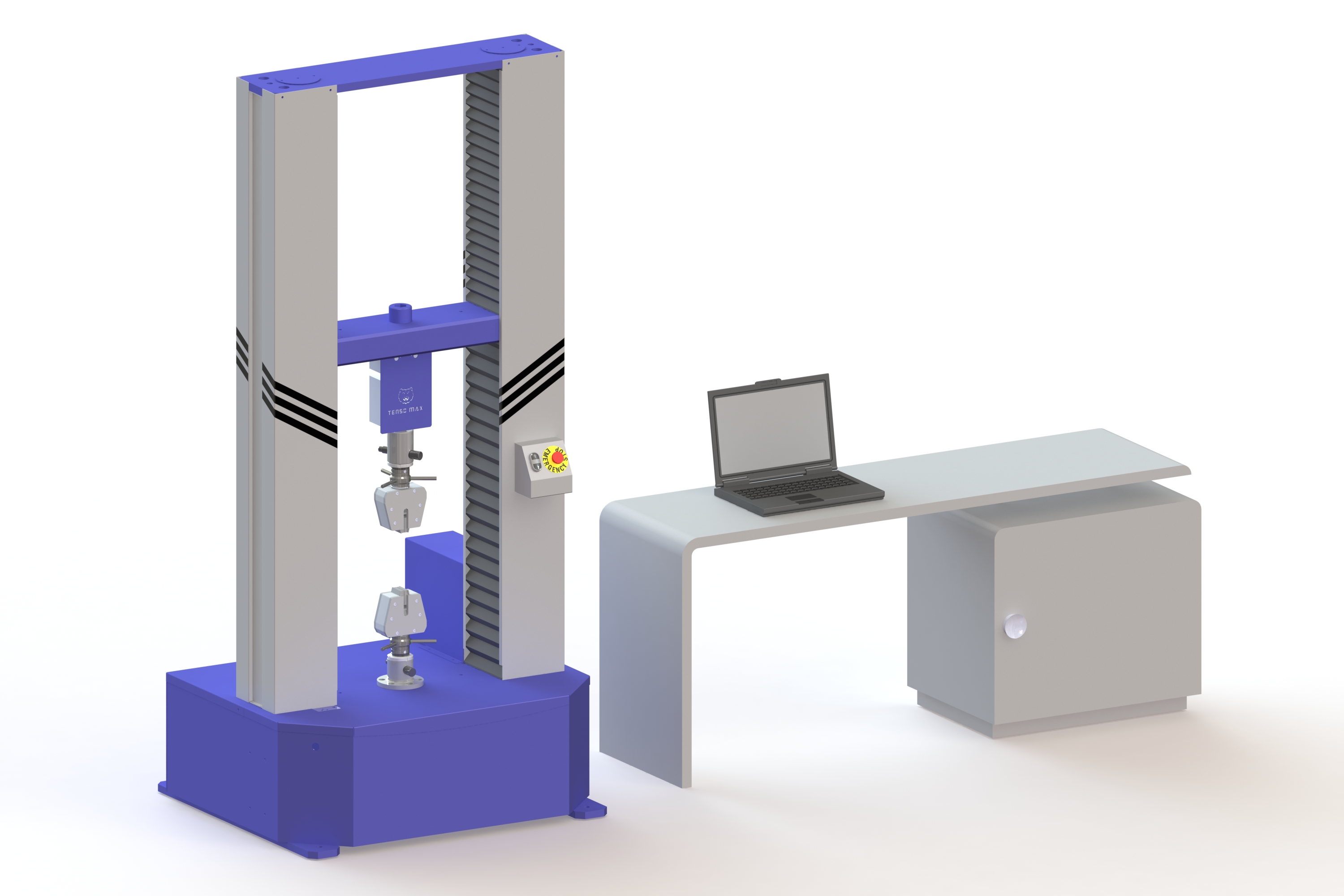
دستگاه تست کشش یونیورسال
دستگاه یا ماشین تست یونیورسال (همه کاره) یا به انگلیسی Universal Testing Machine( UTM)، که به آن یونیورسال تستر نیز می گویند، برای انجام آزمون و تست استحکام و مقاومت کششی، خمشی، فشاری، برشی و …..مواد، محصولات و سازه ها و استراکچرها استفاده می شود. یکی از نام های قدیمی آن تنسومتر (Tensometer) دینامو متر است.
یونیورسال یا همه کاره بودن بدان معناست که که این دستگاه می تواند انواع تست های کششی، فشاری، خمشی، برشی، چسبندگی، و …. بر روی مواد، سازه ها و محصولاتی نظیر فلزات (آهن، چدن، فولاد، میلگرد، نبشی، ورق، پروفیل، )، پلیمر(شامل پلاستیک، لاستیک، پلیمر طبیعی، )، چوب (لترون، ملامینه، ام دی اف، MDF، نئوپان، تخته چند لایه، HPL، نوار PVC، کابینت، تخته فشرده، فیبر نیمه سخت، LDF، روکش)، نساجی، پارچه، نخ، چرم مصنوعی، بتن، چسب (چسب هم کاره، تفنگی، حرارتی، چوب، اپوکسی، دوقلو، قطره ای، اکواریوم، ماتیکی، موکتی، کاشی، پلی یورتان، پلی اوره تان، پی وی سی، صنعتی همه کاره، پلی اوره تان، بتن، سنگ)، کاغذ، کارتن و …. انجام دهد.
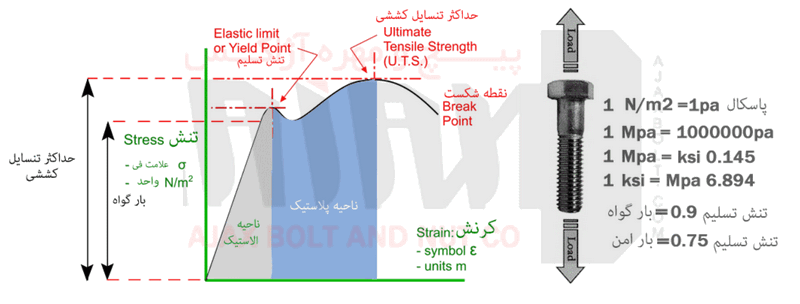
نتیجه ای که از تست های کششی، خمشی، فشاری و برشی بدست می آید، برای مهندسان طراح بسیار مهم است. نه تنها استحکام نهایی، بلکه استحکام تسلیم، و ازدیاد طول ماده در نقطه شکست و نقطه شکست و هم چنین مدول نیز مهم هستند.
در حالی که در طراحی های که قطعه متحمل بار پویا و دینامیک می شود، محدوده الاستیک واقعی (True Elastic Limit) اهمیت دارد، در طراحی هایی که بار، استاتیک و ثابت است محدوده نسبیت (Proportionality Limit) و محدوده الاستیک (Elastic Limit) و حتی نقطه تسلیم مهم می شوند.
قبل از نقطه تسلیم، ماده رفتار الاستیک دارد (بدان معنا که اگر نیروی اعمالی به ماده اگر قطع شود، هیچ کرنش و ازدیاد طولی در ماده باقی نمی ماند و ماده به ابعاد ابتدایی و اولیه باز می گردد) و بعد از نقطه تسلیم رفتار ماده پلاستیک است (بدان معنا که اگر نیروی اعمالی به ماده اگر قطع شود، مقداری از کرنش در ماده باقی می ماند و کرنش و ازدیاد طول آن دایمی ست). در بسیاری موارد، ماده نقطه تسلیم مشخصی دارد، اما در برخی موارد نقطه تسلیم مشخص و واضح نیست.
در تست کشش، اطلاعات دقیقی از رفتار ماده نظیر مدول، نیرو و ازدیاد طول (تنش و کرنش) در نقطه تسلیم، استحکام کششی نهایی و ازدیاد طول متناظر با آن و هم چنین ازدیاد طول و نیرو در نقطه شکست بدست می آید. در اکثر استانداردهای مهندسی استفاده از آزمون کششی، فشاری و خمشی که همگی آزمون های مخرب هستند، اجباری و الزامی است.
موفقیت در بازار امروز به بهبود کارایی، کیفیت و دقت دستگاه های تست دارد. از دستگاه های تست برای توسعه اطلاعات بهتر در مورد مواد شناخته شده و یا توسعه مواد نوین و ابقای کیفیت استفاده می شود. برای عرضه کنندگان مواد، ویژگی های مکانیکی که توسط این دستگاه ها تست و آزمون می شود، مقیاس و مبنای مهمی برای کیفیت محصول است. از آزمون و تست برای تصدیق و گواهی محصول استفاده می شود.
به طور کلی، استحکام به معنای توانایی ایستادگی یک سازه در مقابل بارها و فشارها و تنش ها ست بدون آن که سازه بشکند، گسسته شود و یا تخریب شود. علت گسست و شکست می تواند تنش یا تغییر بیش از حد باشد. ویژگی های کششی یک ماده شامل مقاومت ماده در در برابر کشیده شدن و کشش یافتن است. مقدار نیوی لازم برای شکست یک ماده و مقدار ازدیاد طول آن قبل از شکست، ویژگی های مهم هستند. برای اغلب مواد، مقاومت اولیه ماده به نیرو، یا مدول، و نقطه تغییر شکل دائمی از طریق طراحی و منحنی نیرو در برابر ازدیاد طول بدست می آید. آنالیز منحنی نیرو-ازدیاد طول یا تنش-کرنش می تواند اطلاعات زیادی در مورد ماده ی در حال تست به ما بدهد و می تواند در پیش گویی و پیش بینی رفتار ماده به ما کمک کند.

طراحی ماشین تست
بسیاری انواع ماشین های تست موجودند. عمده ترین آنها، دستگاه ها و ماشین های تست یونیورسال (همه کاره) هستند که مواد و محصولات را در حالت کششی، فشاری، برشی و …. تست می کنند. کاربرد اولیه دستگاه کشش یونیورسال، خلق منحنی تنش-کرنش است. هنگامی که منحنی ایجاد شد، نرم افزار بسیبار قدرتمند، حرفه ای و با کاربری آسان شرکت ما (فراتست = فروردین تک ماشین) می تواند به صورت اتوماتیک و خودکار، استحکام تسلیم، مدول یانگ، استحکام کششی (ماکزیمم تنش یا نیرو)، ازدیاد طول در نقطه تسلیم و و نقطه شکست را محاسبه کند.
دو گروه عمده از ماشین ها و دستگاه های تست به شکل الکترو مکانیکال و هیدرولیک موجودند. دستگاه الکترومکانیکال از یک موتور سروو، سیستم کاهنده سرعت (به طور مثال جعبه دنده یا گیربکس) و یک، دو یا چهار بال اسکرو، بهره می برند تا کراس هد دستگاه (که فک ها ، کوپلینگ ها و نمونه ها به آن متصلند) را به بالا یا پایین ببرند. با تغییر سرعت موتور دستگاه می توان به گستره ای وسیع از سرعت تست (سرعت کراس هد) دست یافت. کنترل حلقه- بسته و پیشرفته سرووهای تایوانی شرکت فراتست آنقدر عالی هستند که می توان سرعت تست دستگاه را بدقت تنظیم و کنترل کرد.
دستگاه ها یا ماشین های تست هیدرولیک از پیستون یا جک هیدرولیک یک طرفه یا دو طرفه بهره می برد تا کراس هد دستگاه را به بالا یا پایین به حرکت در آورد. در دستگاه هیدرولیک منوال یا دستی، اپراتور دستگاه شیر سوزنی را به صورت دستی تنظیم می کند. تا سرعت و ریت بارگذاری دستگاه را کنترل کند (به عبارت دیگر، کنترل بارگذاری و کنترل سرعت در دستگاه منوال دقیق نیست.). اما در یک سیستم سروو هیدرولیک حلقه – بسته نظیر دستگاه های شرکت فراتست، شیر سوزنی (Neddle Valve) توسط یک شیر سروو که به صورت الکتریکی کار می کند، جایگزین شده است تا کنترلی دقیق صورت گیرد.

بخش های مختلف صنعت فلزی و تست ها و آزمون های آن :
تست های مورد نیاز شامل:
تست کشش در دمای اطاق، تست کشش یا تنسایل در دمای بالا، خزش، فشار، خمش، پیچش، شکل پذیری یا داکتیلیتی، سختی، تست های ویژه یا خاص، برش، تست درز جوش، سیستم های رباتیک، خستگی، خمش بار چرخان، ضربه، تست های سرعت بالا، تست ضربه چارپی، وزنه افتان، مکانیک شکست، تهیه نمونه.
محصولات مسطح:
ورق های ضخیم: شامل اسلب، بیلت، شمش، بلوم، شمشال، تختال، : تمامی تست های بالا بجز پیچش، تست داکتیلیتی، تست سرعت بالا و تهیه نمونه
نوار و ورق: تمامی تست های بالا بجز پیچش، خستگی خمش میله چرخان، وزنه افتان و تست مکانیک شکست
ورق نازک (شامل جلبی و ورق پوشش شده): تست کشش در دمای اطاق، تست کشش یا تنسایل در دمای بالا، خزش، فشار، خمش، شکل پذیری یا داکتیلیتی، سختی، تست های ویژه یا خاص، برش، تست درز جوش، سیستم های رباتیک، خستگی، ضربه، تست های سرعت بالا، تست ضربه چارپی، تهیه نمونه.
محصولات طولانی:
میله و بار : تست کشش در دمای اطاق، فشار، خمش، پیچش، سختی، تست های ویژه یا خاص، سیستم های رباتیک، خستگی ضربه، تهیه نمونه.
پروفیل و فولاد تقویت کننده: تست کشش در دمای اطاق، فشار، خمش، سختی، تست های ویژه یا خاص، برش،سیستم های رباتیک، خستگی،
سیم و کابل: تست کشش در دمای اطاق، خمش، پیچش، سختی، برش،سیستم های رباتیک، خستگی،
محصولات نیمه تمام:
لوله ها و اتصالات: تست کشش در دمای اطاق، تست کشش یا تنسایل در دمای بالا، خزش، فشار، شکل پذیری یا داکتیلیتی، سختی، تست های ویژه یا خاص، برش، تست درز جوش، سیستم های رباتیک، خستگی، ضربه، تست ضربه چارپی، مکانیک شکست،
ریخته گری، آهنگری و تف جوشی و پودرهای فلزی: داکتیلیتی، رباتیک، خاص و سرعت بالا
بست شامل تکنولوژی جوشکاری و اتصال: کشش در دمای بالا، پیچش، خستگی، چرخشی و تست مکانیک شکست
Tensile Test at room tempreture- at elevated temp.- Creep- Flexture- Bending- Ductility- Hardnesss- Shear- Weld- Seam- Fatique- Impact- High speed test- Charpy- Drop weight- Fracture mechanics- Heavy Plate- Strip- Sheet- Thin Sheet- Bars- Rod- Steel- Profiles- wire- cable- pipes- castings- forgings- fasteners- load cells- specimen grips- extensometer- sheet metal- testing machine-

ورق های سنگین و ضخیم:
ورق های سنگین ورق های فولادیی هستند که پهنایی تا 4 متر و ضخامتی از 5 تا 250 میلیمتر دارند. آنها عمدتا در صنعت ساختمان، واحد سنگین مانند پالایشگاه و پتروشیمی، ساخت جرثقیل، کشتی سازی، دکل های حفاری، پلتفرم ها و لوله های ضخیم قطر بزرگ استفاده می شوند .
تست سختی:
تست سختی برینل بر روی ورق های زبر را می توان توسط سختی سنج برینل با نیرویی تا 29000 نیوتن انجام داد. این دستگاه ها می توانند حلقه بسته باشند و تکرار پذیری و حداکثر دقت را ارایه نمایند. با همراهی یک دوربین دیجیتال سریع می توان دستگاه برینل را به سیستم کامپیوتری pc که هم نمایش و هم کنترل کند، مجهز نمود. همچنین در بازار دستگاه های پرتابل سختی سنج موجودند.
تست کشش
در ورق های ضخیم، نمونه های تست کشش آن چنان بریده می شوند که ضخامت ورق تا آنجا که ممکن است دست نخورد و باقی بماند. نمونه ها سطح مقطع بزرگی خواهند داشت و توسط توسط فرز ساخته می شوند. از آن جا که نمونه ضخیم هستند، روش ساخت اثری کم بر روی خواص محصول خواهد داشت.
دستگاه تست کشش استاندارد شرکت فراتست تا 250 تن نیرو اعمال می کند. و تحت بارهای بزرگ دقت بالایی دارد. و با استفاده از فک های هیدرولیک ساخت شرکت ما می توان گیره ای کامل و تثبیت موقعیت عالی نمونه را به هنگام آزمون و تست داشت.
مطابق با استانداردهای ملی :
مرجع 1-10272ملی (ISO 6892-1) برای نمونه های تخت و گرد
میلگرد : 11558- 12676- 13654- 17265- 1797- 19931- 21132- 22486- 8410- 9375
انواع تیرآهن- ملی 14484-1791-13779-13781
خمش فلزات- ملی 1016-خمش مواد ASTM E290
کشش و خمش میلگرد – ملی 3132 و 1-8103
پروفیل فولادی- ملی 7336- 7337- 7338- 7339- 7335- 2384- 11609- 16774- 19157- 19680
ناودانی فولادی- ملی 1-4477، 2-4477، 8375،
لوله گاز – ملی 3360- DIN 2440- EN 10255- EN 10002-1, ISO 6892-1, EN 10232- EN 10233
صفحه – ورق- تسمه- فولادی- آلومسنیومی- مسی- برنجی 10258- 10259- 11607- 12695- 12704- 12706- 12710- 13106-13206- 13747- 13918- 14734- 16504- 18170- 18345- 18346- 18862- 18863- 18864- 18865- 19023- 21030- 21031- 21032- 21033- 21045- 21046- 21407- 21099- 21653- 22428- 22559- 3693- 3694- 5316- 5722- 5723- 6923- 7596- 7597- 7888- 6074
مفتول- 100- 14281- 14817- 15526- 15605- 16774- 16856- 17265- 17275- 18140- 19680- 19745- 22103- 22104- 22105- 22109- 22473- 3075- 4015- 4613- 7887- 8103- 1071- 10263
ظرفیت دستگاه : در ظرفیت های مختلف از چندین کیلوم نیرو تا 200 تن نیرو
ظرفیت:
دستگاه تست و آزمون کنترل کیفی یونیورسال کشش، فشار ، خمش، برش 20 کیلو گرم نیرو (200 نیوتن )

دستگاه تست و آزمون کنترل کیفی یونیورسال کشش، فشار ، خمش، برش 50 کیلو گرم نیرو (500 نیوتن )

دستگاه تست و آزمون کنترل کیفی یونیورسال کشش، فشار ، خمش، برش 100 کیلو گرم نیرو (1KN نیوتن )

دستگاه تست و آزمون کنترل کیفی یونیورسال کشش، فشار ، خمش، برش 300 کیلو گرم نیرو (3KN نیوتن )
دستگاه تست و آزمون کنترل کیفی یونیورسال کشش، فشار ، خمش، برش 500 کیلو گرم نیرو (5KN نیوتن )
دستگاه تست و آزمون کنترل کیفی یونیورسال کشش، فشار ، خمش، برش 1000 کیلو گرم نیرو (10KN نیوتن )
دستگاه تست و آزمون کنترل کیفی یونیورسال کشش، فشار ، خمش، برش 2000 کیلو گرم نیرو (20KN نیوتن )
دستگاه تست و آزمون کنترل کیفی یونیورسال کشش، فشار ، خمش، برش 5000 کیلو گرم نیرو (50KN نیوتن )- 5 تن نیرو
دستگاه تست و آزمون کنترل کیفی یونیورسال کشش، فشار ، خمش، برش 10.000 کیلو گرم نیرو (100KN نیوتن )- 10 تن نیرو- الکترومکانیکال، بال اسکرو و سروو موتوری
دستگاه تست و آزمون کنترل کیفی یونیورسال کشش، فشار ، خمش، برش 20.000 کیلو گرم نیرو (200KN نیوتن )- 20 تن نیرو- – الکترومکانیکال، بال اسکرو و سروو موتوری
دستگاه تست و آزمون کنترل کیفی یونیورسال کشش، فشار ، خمش، برش 30.000 کیلو گرم نیرو (300KN نیوتن )- 30 تن نیرو – الکترومکانیکال، بال اسکرو و سروو موتوری
دستگاه تست و آزمون کنترل کیفی یونیورسال کشش، فشار ، خمش، برش 50.000 کیلو گرم نیرو (500KN نیوتن )- 50 تن نیرو – الکترومکانیکال، بال اسکرو و سروو موتوری
دستگاه تست و آزمون کنترل کیفی یونیورسال کشش، فشار ، خمش، برش 100.000 کیلو گرم نیرو (1000KN نیوتن )- 100 تن نیرو – الکترومکانیکال، بال اسکرو و سروو موتوری
دستگاه تست و آزمون کنترل کیفی یونیورسال کشش، فشار ، خمش، برش 150.000 کیلو گرم نیرو (1500KN نیوتن )- 150 تن نیرو – الکترومکانیکال، بال اسکرو و سروو موتوری

دستگاه تست و آزمون کنترل کیفی یونیورسال کشش، فشار ، خمش، برش 200.000 کیلو گرم نیرو (2000KN نیوتن )- 200 تن نیرو – الکترومکانیکال، بال اسکرو و سروو موتوری
دستگاه تست و آزمون کنترل کیفی یونیورسال کشش، فشار ، خمش، برش 10.000 کیلو گرم نیرو (100KN نیوتن )- 10 تن نیرو – سروو هیدرولیک
دستگاه تست و آزمون کنترل کیفی یونیورسال کشش، فشار ، خمش، برش 20.000 کیلو گرم نیرو (200KN نیوتن )- 20 تن نیرو – سروو هیدرولیک
دستگاه تست و آزمون کنترل کیفی یونیورسال کشش، فشار ، خمش، برش 30.000 کیلو گرم نیرو (300KN نیوتن )- 30 تن نیرو – سروو هیدرولیک
دستگاه تست و آزمون کنترل کیفی یونیورسال کشش، فشار ، خمش، برش 50.000 کیلو گرم نیرو (500KN نیوتن )- 50 تن نیرو – سروو هیدرولیک
دستگاه تست و آزمون کنترل کیفی یونیورسال کشش، فشار ، خمش، برش 100.000 کیلو گرم نیرو (1000KN نیوتن )- 100 تن نیرو – سروو هیدرولیک
دستگاه تست و آزمون کنترل کیفی یونیورسال کشش، فشار ، خمش، برش 150.000 کیلو گرم نیرو (1500KN نیوتن )- 150 تن نیرو – سروو هیدرولیک
دستگاه تست و آزمون کنترل کیفی یونیورسال کشش، فشار ، خمش، برش 200.000 کیلو گرم نیرو (2000KN نیوتن )- 200 تن نیرو – سروو هیدرولیک
آهن- میلگرد- آرماتور- خاموت- برنج-مس- آلومینیوم-آلیاژ- چدن (چدن داکتیل ،چدن خاکستری، چدن با گرافیت ورقه ای و چدن با گرافیت کروی)- سربی-مسی (برنجی ،آدمیرال) -فولاد (فولاد کربنی ،فولاد آلیاژ)- روی- سیمانی- بتنی- شیشه ای- چوبی- فایبر گلاس- سفالی– میلگرد- ورق- ورق گالوانیزه- نبشی- ناودانی- لوله و اتصالات- پروفیل- پروفیل Z- پلیت- صفحه ستون – تسمه – بولت- قوطی- پروفیل کلافی- لنگه دری–سپری- پروفیل زد- شاخه- قوطی ستونی- پروفیل (قوطی)- نورد گرم- آهن خام – کلاف به نوار-توری- سیم آرماتوربندی- پایه فنس- سیم خاردار- رابیتس – مفتول گالوانیزه- اسپیسر- الکترود- سیم رابیتس- مفتول گالوانیزه گرم – مفتول سیاه- مفتول سفید- گالوانیزاسیون گرم- گالوانیزاسیون سرد- سیم اسکوپ
شمش فولادی- 3SP- 5SP- ST 37- ST52
شمش فولادی یا Steel Ingot چیست? در تعریف شمش فولادی آمده است: قطعه ای متشکل از متریال خالص فولاد که به صورت ریختگی (با استفاده از فرآیند ریخته گری) تولید می شود و برای قرار گرفتن در خط تولید دیگر محصولات استفاده می گردد. از این رو شمش یک محصول میانی در صنعت فولاد در نظر گرفته می شود. بلوم Bloom- اسلب – بیلت- Bilet- Bloom- جنس شمش فولادی-
حمام مذاب فلز روی- روش الکترولیز- مفتول گرم- کشش مفتول- پشم شیشه- توری حصاری- توری جوشی – فنس- توری پرسی- توری گابیون- توری فرنگی– توری سرندی- توری مش – مفتول مسوار- پلیت- بیلت- -چدن سفید- مالیبل- تختال- – ورق مخازن- فولاد ابزاری-اسلب-ورق و تسمه برای سیلندر جوشکاری شده- شیرهای صنعتی- ورق رنگی- ورق گالوانیزه- ورق مسی- – انواع گریتینگ- چهار پهلوی آلیاژی- ورق A283- ورق روغنی- ورق آجدار- ورق استیل- عرشه فولادی گالوانیزه- ورق برشی ساختمانی و صنعتی- ورق آلوزینک- ورق پانچ سیاه- ورق پانچ آلیاژی- ورق آلومینویم آجدار- ورق قلع اندود- ورق اسید شویی- ورق صنعتی- ورق ضد سایش- ورق ST37- ورق سیاه- ورق گرم نوردیده – ورق سرد نوردیده- ورق سیاه صنعتی و ساختمانی- – ST33- ST52 ورق A516- -آلیاژهای خاص- – ورق سیاه- ورق سفید- ورق روعنی روس و قزاق- مفتول های آلیاژی- نورد اولیه
 –
–
میلگرد آجدار- میلگرد برش خورده و خم خورده استاندارد- میلگرد ساده- – مقتول های صنعتی و ساختمانی- – تسمه عریض فابریک- تیرآهن- کنستانتره- – خرپای میلگردی- شافت پولیش خورده- شافت رو تراش خورده- شمش فولادی- شافت کشش شده-فوم های فلزی- فلز متخلخل- قوطی فلزی- قوطی کنسرو- قوطی استیل–قوطی های استیل چای قلع قوطی غذا شکر قهوه در قوطی کنسرو- چاپ سه بعدی فلزات- مواد فلزی قابل کاشت در بدن- 316L- ایمپلنت فلزی- نانو ساختار- تیتانیوم، مس، فولاد، آلومینیوم، زیرکونیوم، نیکل- جوشکاری انفجاری- روکش فلزی- کوره الکتریکی قوس – قطعات ماشینکاری CNC- سینک حرارتی لوله مس- آلومینیوم- پروفیل آلومینیوم اکسترود شده- آلیاژ لحیم کاری- آنودایزینگ- ظروف غذایی آلومینیومی- قوطی فلزی مواد غذایی- بوش فلزی- طبق با بوش فلزی- فولاد ضد زنگ- آستنتیک- فریتیک- مارتنسیک- ریل- والف- چفت و بست- پیچ و مهره- شفت هارد کرم- بولت و مهره- سیم جوش- جک سقفی ساختمانی- قالب فلزی بتن- پیچ سرمته شیروانی- گل میخ- خرپای تیرچه-سیم خاردار- میلگرد هیبرید- ورق قلع اندود- ورق خودرو- توری حصاری- کارتن پلاست- پشم شیشه- پشم سنگ- ورق ضد سایش- ورق آلومینیوم آجدار- رول- شیت – برگه نازک- ورق مس- لوله فولاد آبرسانی- لوله گالوانیزه- لوله مبلی- لوله استیل- ورق روغنی- ورق اسید شویی- لوله اسپیرال- قیمت ورق سیاه – ورق آجدار-ورق پانچ(مشبک)- ریل جرثقیلی ریل سنگبری و ریل معدنی- آلومینیوم های آلیاژی گروه 7000- 2024 – 5083 – 6061 – 7075-ورق آلومینیوم – گرد آلومینیوم – تسمه آلومینیوم – لوله آلومینیوم- آلیاژ 316LVM یا استینلس استیل پزشکی استیل پزشکی با استاندارد ASTM F138-تیتانیوم پزشکی ، تیتانیوم گرید 5 پزشکی یا گرید 23 ، Ti6Al4VELI بر اساس استاندارد ASTM F136- میلگرد استیل 316LVM- میلگرد ترانس و کششی ، شش پر ترانس و چهارپهلو ترانس- فرفورژه- لوله سیلندری داخل سنگ خورده میله سختکاری شده با پوشش کروم میلگرد کروم – ریل آهنی ، ریل قطاری . ریل جهت سنگبری ها . ریل جرثقیل . ریل معدنی . ریل صنعتی – دستگاه تست نقطه جوش- استحکام و مقاومت جوش- دستگاه تست کشش سطحی مایعات- Spot Weld Strength
ورق استیل 316LVM-ASTM F138 , UNS31673 , DIN 1.4441-میلگرد تیتانیوم گرید 5 پزشکی-ورق تیتانیوم گرید 5 پزشکی-میلگرد تیتانیوم گرید 23-ورق تیتانیوم گرید 23-Ti6Al4VELI , ASTM F136 , ISO 5832-3-Ti6Al7Nb-Ti CP- جک و قالب بتن-داربست- بست های داربست بندی بست چهارپیچ ایران بست ، بست گردان ، بست آهنگیر بست قائم ، اتصال ، مغزی داربست بندی، کفی-لوله فسفر برنز , گرد فسفر برنز , میلگرد برنجی , تسمه مسی , میلگرد مسی- – انواع آلیاژهای فسفر برنز UNS C51000 , C51900 , C52100 , C54400 – 52 St52,St 52-3 , St 52 -3N , S355 J2G3 , S355 JR ,S355 JO , ST52-N , St37 و آلیاژی از سایز 2 تا 100 میلمتر (محصول فولاد مبارکه ، اکسین ، کاویان , اروپا و شرق اسیا)استاندارد(st 37-st52-A283-A516 – S355 J2G3 , S355 JR ,S355 JO , ST52-N)- کانال های فلکسیل – آلومینیوم با روکش PVC، کانال تهویه هوا- دریچه تنظیم هوا- قالب صنعتی- صداگیر سایلنسر- شیر فن کویل- کرکره برقی- کفی، بست زیر و گیره یاتاقان- پنوماتیک- پمپ دیافراگمی- اجاق گاز- هود سینک- ترموستات- مس تنگستن- مس کروم زیرکونیوم- چسب لاستیک به فلز- آبنما فواره- مخزن آب پلاستیکی- برج خنک کننده- آب شیرین کن صنعتی-
– – – –

فرآورده های نسوز- فرآورده های حاوی کربن- آجرهای قلیایی پایه منیزیا-بلوک های یی بی تی کوره قوس الکتریکی – جرم های پایه قلیایی- آجرها و قطعات پایه آلومینیایی– بلوک مشعل
درب و نرده های فلزی- استاندارد- میلگرد راستا- خاموت- توری پرسی- سنجاقی- خرک- رکابی- تیر — INP-IPE-IPB- INSO 1791- INSO 16348- – ناودانی نورد گرم و ناودانی نورد سرد – نبشی نوردگرم- نبشی نورد سرد-نبشی پرسی-نبشی فابریک- ناوادانی پرسی- ناودانی فابریک- تسمه فولادی گالوانیزه- تسمه فولادی استنلس استیل- – تسمه فولادی سرد نورد- تسمه فولادی (- لوازم آشپزخانه – لوازم چاقوسازی- – وسایل جراحی- صنایع اتومبیل سازی- صنایع لوله سازی و صنایع در سازی- ترانسفورماتور- رادیاتور- صنایع بسته بندی- سه پری آهنی- سقف کاذب- نمای ساختمان- – سقف کاذب شیشه ای- – سازه های فلزی- تیرچه های فلزی خود ایستا یا کرومیت- گریتینگ- گارد ریل- مقاطع باز فولادی – پرس برک- توری مش از مفتول سیاه آهن و گالوانیزه- دیوارهای سه بعدی- – سدها- کانال های آب- کف سالن های ورزشی و صنعتی- پروفیل سفارشی استاندارد- پروفیل سفارشی خاص- پروفیل قوطی مربعی طبق استاندارد ملی 1-17003 و 2-17003- پروفیل درب و پنجره طبق استاندارد ملی 7336- 7338- پروفیل چهار چوب ردرب فلزی برای درب فلزی درب های چوبی و ام دی اف- اچ دی اف طبق استاندارد 7337- پروفیل- پوشش سقف انواع سوله- کاربرد ورق شیت در ساخت انواع تخت های بیمارستانی- تجهیزات حمل بیمار- تجهیزات آزمایشگاهی- – ساخت اتاق انواع خودروهای سنگین و سبک- انواع تریلزها- یدک کش ها- استراکچرها- سازه ها- چرخ دستی و برقی- باربندها- میز – صندلی فلزی- میز تحریر- نیمکت- تخت خواب فلزی- زیرپایه- سرویس غذاخوری- مبلمان فلزی- جالباسی- قفسه های فلزی- حفاظ – نمای پوشش ایستگاه ها- درب – پنجره – نرده- پل های هوایی عابر پیاده- نمای بیرونی برج ها- ساختمان های اداری و مسکونی- ساخت انواع پایه ها در صنایع پتروشیمی- پالایشگاه ها- پایه اسکله ها- و بنادر- ماشین آلات ماسه شویی- باراندازها- تابلوهای راهنمایی رانندگی و تبلیغاتی- –کاربرد ورق های شیت در ساخت لوازم ورزشی از قبیل تجهیزات بدن سازی مستقر در پارکها، ایستگاههای سلامت، باشگاههای ورزشی، شهر بازیها، انواع صندلی ها، انواع آلاچیق ها و سایه بانها در سواحل، مجتمع های تفریحی ، تالارها – کاربرد ورق های شیت در ساخت انواع ماشین آلات و جرثقیل ها- پروفیل های فرم دار صنعتی- لوله فولادی با کاربرد ساخت دوچرخه، موتورسیکلت، آبرسانی بین شهری، برون شهری طبق استاندارد 17003- سیم مفتول سیاه آرماتوربندی 1/5- سیم مفتول سیاه آرماتوربندی 2/5- سیم مفتول سیاه 4 –
سیم مفتول سیاه آرماتوربندی 3- از جمله کاربردهای لوله های صنعتی و جدار چاهی می توان به ساخت لوله های جدار چاهی(داخل چاهی)، آبرسانی بین شهری، برون شهری،ساخت سازه، ساخت ماشین آلات صنعتی،ساخت پل، تابلو های راهنما، سایه بان های مدرن، پایه چراغ، کارهای عمرانی و شهرسازی و… اشاره کرد.پروفیل های قوطی ستونی ماشین آلات – چرثقیل
شمش بیلت فولاد- میلگرد از سایز 8 الی 50- چهاچوب رومی- فرانسوی- مکزیکی- معمولی- پروفیل 508- 20*40-30*30- زهوار- زوار- مقاطع باز- مقاطع بسته- لوله –
Grade A2- Grade A3- Grade A4- فولاد میلگرد- اسپیسر- مقاومت کششی- طبقه بندی فولاد میلگرد- ادکا-خرک- رکابی- خاموت- میلگرد ساختمانی و صنعتی
فولادهای قابل عملیات حرارتی- ابزاری سردکار- فنر- سمانتاسیون- ابزاری گرم کار- پلاستیک- مقاوم به دمای بالا- ابزار کربنی- زنگ نزن- نسوز- تندبر- ساختمانی و کربنی- اتومات- منگنزی- بلبرینگ- رولبرینگ
سازه های سنگین فلزی نیروگاه ها،صنایع نفت،گاز و پتروشیمی سازه های فلزی صنعتی،سوله و ساختمانی بلند مرتبه جوشی و پیبچ ومهره ای انواع مخازن سوخت،سیلوهای فلزی-
میلگرد ساختمانی از سایز 8 تا 32 تحت استاندارد ملی ایران ISIRI 3132- میلگرد آجدار مارپیچ (یکنواخت یا دوکی)- میلگرد آجدار پیچجناغی (یکنواخت یا دوکی)- میلگرد آجدار مرکب (دوکی)-
پبچ: Stud Bolt- Railway Bolt- Hex Bolt- Anchor Bolt- U Bolt- مهره: Hex Nut- Heave Hex Nut- Coupling Nut- vc- رزوه متریک – اینچ- NPT- مطابق استانداردهای : ASTM- ASME- DIN-ISO- ANSI- BS- GOST- EN-GB- JIS- ISIRI- پوشش دهی گالوانیزه سرد- گرم- کادمیوم- تفلون- داکرومات- زایلین- عملیات حرارتی- قالب فورج- اکسترود- ASME B18.3.1-2005-ASME B18.31.2-2008- ASME B16.5-2017- DIN 976-1-2016- DIN 976-2-2016- ASME-
تیرآهن معمولی نیم پهن- عریض – پروفیل ساختمانی – فرم I- NP- IPE- IPB-ستون- خرپا- نعل درگاه- بیم – پوشش سقف ها- پل های لانه زنبوری- تیرآهن ناودانی- آهن نبشی دو طرف مساوی- سازه های آسانسور-

دکل های تلسکوپی- دکل فشار قوی- دکل فوق توزیع – دو مداره-برج تیپ T260A-T2–HS2-MS030A- 3A- 10A-LS160- 10-HS1- 30-T1-T1 تیپ NN- AA- CC- برج های تیپ A-B-C- دکل 33-63-132-230-400 کیلو ولت- پایه های سلول خورشیدی- پایه های برق خطوط راه آهن- پایه های فشار ضعیف- سازه های تفریحی- سازه های تزیینی- دکل های تله کابین- گریتینگ (پله- مضرس یا دانه دار- تسمه در تسمه- الکتروفورج)- سازه های پست برق- دکل های مخابراتی- گالوانیزه طبق استاندارد ASTM A123- روشنایی- فشار ضعیف- برج های مخابراتی تک پایه- برج های تلسکوپی انتقال نیرو-
سردخانه ثابت- متحرک- سیار- ایسوزو- کامیون- کامیونت- ورق فولادی گالوانیزه پیش رنگ شده با پوشش رنگ رویه از نوع کوره ای- کانیتنر بزرگ- یخچال نیسان- پراید- درب یخچال- درب کانتینری رنگی- درب استیل- زیر صفر- بالای صفر
محصولات نسوز پیشرفته- جرم های سبک و سنگین پیشرفته- جرم های سلف فلو- گانینگ- رمینگ- پلاستیک- ملاتهای پیشرفته- دلتاهای کوره قوس- قطعه نسوز- لوله های فلزی با پوشش نسوز- محصولات نسوز رگولار- فرانسوز
خرپای میلگرد جوشی- خرپای میلگرد قلابدار- شبکه میلگردی (مش)- میلگرد شاخه- میلگرد کلاف
شیر پرونه ای با اتصال جوشی- فلنجدار با عملگر پنوماتیکی- هیدرولیک- گیربکس- دستی- سیستم کنار گذر- با دیسک- نیکل کرم برنز- آلومینیوم- بدون فلنج- ویفری اهرمی- شیر کشویی- شیر آتشنشانی- شیرهای کنترلی- شیرهای هوا- گاز- شیرهای یک طرفه- صافی- نشانگر- اتصالات- دریچه تخلیه- گلوب- فلوتر- دبی و فشار- هالوجت- فشار شکن- کنترل پمپ- فاضلابی- تک محفظه- پنستاک- چاقویی- مخصوص لوله پلی اتیلن
فنر تعلیق اسپرت- فنر رینگ پیستون روغن- فنر مکانیزم صندلی- فنر سیستم ترمز- فنر سوپاپ موتور- فنر تعلیق- فنر بوستر ترمز- فنر درب رادیاتور- فنر دورچک درب خودرو- فنر درب مخزن هیدرولیک- فنر فیلتر روغن- فنر کلید و پریز- فنر صندوق عقب- فنر تسمه سفت کن- فنر برف پاک کن- فنر دوقلو کفشک عقب- فنر نگه دارنده سیم تزمز دستی- فنر دستگاه های صنعت نساجی- فنر درام ماشین لباسشویی- فنر بک پلیت ترمز- فنر پیچشی- فرمینگ- خاص- فنر نگهدارنده سینی به رادیاتور- فنر دریچه گاز- فنر کالیبر ترمز- فنر پیپ بنزین- فنر بالابر شیشه- فنر زیر اهرم کابل گاز- خارفنری پایه نگه دارنده پشت سری- فنر دستگیره درب- فنر اهرم ترمز دستی کالیپر- میله های مکانیزم قفل درب خودرو- فنر بوق- فنر قفل درب خودرو
مفتول سیاه- کشش سرد- کاربرد مفتول سیاه :صنایع لوازم خانگی : برق و الکترونیک ، قالب بندی،کشاورزی ،بسته بندی ، عایق بندی، نجاری ، فرم دهی- مفتول مسوار (pewter wire) نوعی مفتول آهنی در گرید های SAE1006 ، SAE1008، SAE1010 و ST1KP و RST34-2 است که به سبب پوشش آن با فلز مس ، مسوار نامیده می شود. کاربرد مسوار: تولید لوازم برقی ، قطعات خودرو ، اسکلت آباژور ، صنایع آشپزخانه، صفحه های یخچال های فروشگاهی ،انواع رخت آویز و چوب لباسی ، تولید کیف های دستی و مسافرتی ، ساخت انواع پین ، ساخت انواع قفس و قفسه- گریذ SAE 1006- SAE 1008- SAE 1010- ST1KP- RST 34-2- مقتول فنری- فولاد گرم نوردیده- پرکربن – کربن متوسط- مواد 42B ،C68، 62B، 72B, 82B- استحکام کششی متفاوت CLASS A،CLASS B،&CLASS C CLASS D – انواع مفتول فنر : TYPE SL & TYPE SM & TYPE DM & TYPE SH & TYPE DH– TENSILE Strength TEST& TORSION TEST
شمش (Billet)- فولادهای سازه ای یا ساختمانی: St37- St44- St50– فولادهای کربنی ساده: Ck22- CK25-CK35-CK45-CK50-CK60– فولادهای کم آلیاژ(فولادهای بلبرینگ- فولادهای فنر): 55Cr3 ، 70Cr2 ، 100Cr6- ناودانی سبک ایرانی شماره شناسایی UNC – Nr.6.5-810-12-14- k- ناودانی سنگین اروپایی – شماره Nr.80-100-120-140-160 طبق استاندارد ابعاد : Gost 1026-1- EN 10279- DIN 1026-1 – مشخصات فنی: استاندارد ملی 4477 و EN 10025-2- kfa- نبشی برابر
تیرآهن IPE- IPN- -نبشی های بال نامساوی- نبشی های بال مساوی- ناودانی- میلگرد دوکی – یکنواخت- AJ400- AJ 500
ورق محصول گرم از 1.5 تا 16 میلمتر- ورق محصول سرداز 0.3 تا 3 میلیمتر- ورق محصول گالوانیزه از 0.25 تا 2 میلیمتر- ورق محصول اسید شویی از 1.8 تا 5.3 میلیمتر- ورق محصول قلع اندود از 0.18 تا 0.5 میلمتر- رنگی از 0.5 تا 0.8 میلیمتر- پروفیل چهارچوب فرانسوی- زد 18- پروفیل یو- ورق گالوانیزه رنگی- پوشش دهی غلطکی- ورق محصول کرکره سینوسی- شادولاین- ذوذنقه- طرح سفال- طرح نما- انواع مخازن ذخیره و تحت فشار صنایع فولاد و سیمان نفت پتروشیمی و سازمان بنادر- ساخت تجهیزات کارخانجات و واحد های صنعتی- استک و استاتور
محصول گرم: به ورقهایی می گویند که کاربردهای ساختمانی دارد و از نظر کیفیت به اصطلاح از ST33شروع می شود و به ST52 ختم می شود. ورقهای ST37 از نظر سختی و نرمی معمولی می باشد و هرچه پایین تر از ST37 باشد ورق نرم تر می شود. به عبارتی هرچه عنصر کربن در ورق های فولادی بیشتر باشد ورق سخت تر می باشد مانند ST52 . ورق های گرم در کارخانه های فولادسازی مستقیماً از شمش ورق (بیلت) و گنداله آهن تولید می شود و اولین مراحل تولید ورق می باشد. ورق های نورد گرم (ورق سیاه) در صنایع مختلفی از جمله صنعت ساختمان، تانکر سازی، خودروسازی، مخازن خاص، کشتی سازی و صنایع سنگین فلزی و غیره کاربرد دارند.
محصول اسیدشویی: ورق های اسید شویی شده نیز از ورق های گرم تولید می شود که طی پروسه ایی اسیدشویی می شوند و زغال های سطحی ورق و مقداری از ناخالصی ها گرفته می شود و قدری ظاهر ورق براق تر می شود یعنی نزدیک به ورق روغنی است.
کاربردهای ورق اسیدشویی:
· مصارف ساختمانی: تولید لوله و پروفیل و غیره
· اتومبیل سازی: قسمتهای ساختمانی و چرخ اتومبیل قطعات خودرو و اجزاء داخلی آن (رینگ و شاسی)
· صنایع لوله سازی تولید انواع لوله های انتقال آب، نفت و گاز
· تولید مخازن گاز، مایع و مخازن تحت فشار
· فرم دهی مجدد جهت محصولات گالوانیزه
· فرم دهی سرد و کشش عمیق سیلندر گاز
-محصول سرد: از ورق های گرمی که مناسب برای نورد مجدد می باشد تولید می شود که به طور معمول ST22 یا ST24 می باشد تولید می شود و دارای الانگیشن (قابلیت کشش) می باشند .(الانگیشن این گونه ورق ها معمولا بین ۱۲تا ۲۸ می باشد که ورق کش می آید). ورق هایی که کاربردهای کششی دارند و یا فوق کشش که انواع ورق های سرد (روغنی) را شامل می شود که دارای کیفیت های ST12، ST13 و ST14که فوق کشش می باشد. (یعنی ورق بدون اینکه پاره شود کشیده می شود. مثلاً فیلتر روغن اتومبیل ها و تولیداتی که اشکال هندسی و محدبی به خود می گیرند). برخی ورق ها قابلیت لعاب کاری دارند یعنی لعاب که به رنگ های متنوع می باشد مثلاً سفید در اجاق گازهای خوراک پزی روی ورق های خاص می چسبد که اصطلاح به این نوع ورق ها EK2 (ای کی دو) می گویند. St 37- St44- DIN 1623-1– Jis G3114– AFNOR A36-401– BS 1449-1– ASTM A366-A619-A620-A366-A611- UNI 5866– EURO NORM 130
-محصول قلع اندود: به ورق هایی با ضخامت ۰.۱۶ میلیمتر تا ۰.۴۵ میلیمتر گفته می شود که بیشتر جهت قوطی های چای، کنسرو، مواد غذایی و روغن های نباتی استفاده می شود که یک لایه قلع روی ورق سرد روغنی ST12 پوشیده شده جهت مصون مواد غذایی. گاهی اوقات دو طرف ورق قلع یکسان ندارد (یک طرف ۲.۸ و طرف دیگر ۵.۶) که طرف قلع بیشتر جهت داخل ظرف و طرف قلع کمتر جهت بیرون ظرف مورد استفاده قرار میگیرد. قلع اندود ها از نظر سختی و نرمی به ۳ گروه شامل تمپر ۲ که نرم و تمپر ۳ که معمولی و تمپر ۴ که سخت بوده تقسیم می شود.
محصول گالوانیزه: از ورق های سرد (روغنی) تولید می شود که ورق ها طی پروسه ای نسبتاً طولانی در تمام سطح ورق مقدار چندین میکرون فلز روی را در سطح ورق می نشانند تا ورق در مقابل زنگ زدگی مقارم شود و هر چقدر مقدار فلز روی (zn) بیشتر پوشانیده شده باشد اصطلاحاً کتینگ ورق بالاتر می رود ورق های چینی معمولاً کتینگ ۱۰۰ الی ۱۲۰ و ورق های کره ای ژاپنی و هندی و غیره تا کتینگ ۱۸۰ را دارا هستند. از گالوانیزه در ساختن لوازمی مثل لوله بخاری، کانال کولر، کابینت آشپزخانه، شیروانی منازل، لولههای آب و هر جا که احتمال خوردگی و خسارت وجود دارد، استفاده میشود.
-سیم مفتول گالوانیزه گرم و سرد- نازک و ضخیم- نرم و فنری- سایز 0.5 تا 5.5 ملیمتر- سیم مفتول سیاه فابریک- سیم آرماتور بندی و نجاری- سیم رابیتس و اسکوپ- سیم مفتول مسی و مسوار- کلاف فولاد کم کربن و پر کربن- وایرود توری حصاری و فنس- توری سنگ و گابیون- توری مرغی و فرنگی- توری جوشی و مش- توری سرندی- سیم خاردار حلقوی تبری- سیم خاردار خطی سوزنی
ماهیچه- قطعات اکسل (دیسک هوا خنک- سگدست- بازویی اکسل- دیسک عقب- کاسه چراغ- )- قطعات موتور (میل لنگ- منیفولد اگزوز- فلایول- پرشر پلیت پراید و پیکان)- قالب بندن خوردویی- آهن خاکستری- داکتیل-
محصول گالوانیزه رنگی: معمولاً ورق های گالوانیزه را در کوره های خاص رنگ پاشی می کنند تا ورق رنگی تولید شود. ورق های رنگی در سقف سالن ها و کانکس مورد استفاده می باشد.
مکانیکال سیل- سیستم ساپورت سیل- API 682- پمپ های API 610- کوپلینگ- پمپ های کرایوجنیک- پمپ های صنایع- ISO- HI- ASTM _ ANSI-سقف کاذب گچی- سقف کاذب pvc- کناف- دیوارکوب- برچسب- مشبک- پی وی سی- میرنال اکوستیک- GST- تایل گچی- آسمان مجازی- تایل پی وی سی- تایل آلومینیومی- تایل اکوستیک usg- بتونه درزگیری کناف- پنل مهتابی- پانچ مربع گچی- پارتیشن- سقف پلی کربنات- سقف طلق- سقف شبکه- دیوارپوش کامپوزیت آلکوساید ، چرمی- سایدینگ- ساندویچ پنل-
سیم و کابل آلومینیومی برق- سه فاز- فشار قوی- سیم آلومینیوم- تجهیزات ضد انفجار- تابلو برق- سنی کابل- لوله و اتصالات فلزی- لوله PVC- لوله پلی آمید- فلکسی- لامپ کم مصرف- لامپ LED– لامپ هالوژنی- پروژکتور- ریسه شلنگی، نواری و خطی SMD- پروژکتور سولار و پنل خورشیدی- قاب پروژکتور- هالوژن- چراغ سنسوردار- پنلی روکار- کارگاهی و خیابانی- هواکش خانگی و صنعتی- سه راهی و محافظ برق- داکت و ترانکینگ
لوله گاز، آب و صنعتی- API 5L- قطر بیرونی 1 الی 12 اینچ ، ضخامت 1.5 الی 12.6 میلیمتر و طول 6 الی 12 متر- JIS G3466- لوله های فولادی کربنی- جوش القایی- تولید لوله ERW- ( Electro Resistance welding ) با فرکانس بالا (HF)- ( High Frequency Induction Welding
لوله های مارپیچ- لوله های صنعتی طبق AWWA C200- Spiral Pipe- – لوله های مستطیلی طبق استاندارد DIn EN 10305-3-2003- لوله های مربعی DIN 2395 Part 3 Tube Square – لوله های آب Water Pipe DIN EN 10224: 2002- لوله های گازSteel Gas Pipe API 5L- لوله های توزیع گازISIRI 3360 with the capacity to produce Galvanized Pipe DIN EN 10240/ DIN 2440 Gas Distributing Pipe – پروفیل شکل گرفته – Formed Profiles -Precision Tube of Flat Oval Cross- چارچوب های دروپنجره Door & Window Profiles – لوله های مبلی
کنستانتره آهن- گندله سنگ آهن- آهن اسفنجی Direct Reduced Iron و بریکت- شمش فولادی
شمش فولاد (بیلت) فولادی یک محصول نیمه تمام با سطح مقطع مربعی به طولهای 6 تا 12 متر میباشد که توسط فرآیند ریخته گری مداوم تولید شده است. بیلت فولادی جهت تولید محصولات نهایی از قبیل میلگرد، تیرآهن، مفتول و غیره استفاده میشود.
بیلت ST52- بیلت 34CrMo4- بیلت D15-2- بیلت St3sp- بیلت ST37
گندله سنگ آهن از کنسانتره سنگ آهن توسط گلوله کردن (pelletizing) و پختن تولید میشود و به عنوان ماده اولیه در کوره احیای مستقیم مورد استفاده قرار میگیرد.
کنسانتره سنگ آهن از سنگ آهن مگنتیت در فرآیند معدنی تولید میشود و برای تولید گندله برای کورههای بلند و کورههای احیای مستقیم استفاده میشود-
آهن اسفنجی و بریکت (Direct Reduced Iron)، از احیای مستقیم گندله سنگ آهن توسط گاز احیا و یا کربن تولید شده از گاز طبیعی یا زغال سنگ تولید میشود.
ساختمان- برج مخابراتی- گالوانیزه گرم قطعات- روشنایی معابر- پست های برق- خطوط زیر زمینی انتقال نیروی برق- خطوط هوایی انتقال نیروی برق
پیچ شش گوش ، آلنی ، پیچ رسس دار ، پیچ فنچی ، پیچ خشکه ،پیچ اتاقی ، پیچ خودکار ، پیچ جوشی ، پیچ تورکس ، مهره جوشی ، مهره شش گوش ، مهره فنچی ، انواع پین ، پرچ ، بوش ، پیچ استاندارد و غیر استاندارد- SAE – NORM – BS – DIN – JIS – ASTM- پانچ دوم پیچ- پرچ جوشی پین جوشی مسی استاد ولدینگ- پیچ آلن مغزی ۵/۱۶ کولر- پیچ آلن مغزی DIN 913- پیچ اتاقی- پیچ استیل اسنتل استیل- پیچ ام دی اف- پیچ بوکسی نوک مته نوک تیز شیروانی- پیچ بولتکس- پیچ پرسی- پیچ تلگرافی پیچ و مهره تلگرافی- پیچ جوشی مسی استادولدینگ- پیچ چوب سر تخت چهارسو-پیچ خشکه شش گوش-پیچ خودکار چهارسو-پیچ درای وال پانلی-پیچ سوکی-پیچ شش گوش آهنی DIN 933-پیچ شش گوش واشردار-پیچ فولادی ۱۰٫۹ HV-پیچ فولادی آلن سر معمولی DIN 912-پیچ ماشینی خزینه سرتخت DIN 965-پیچ مخصوص سازه فضایی-پیچ آلن مغزی DIN 913-رول بولت-مهره شش گوش-مهره شش گوش آلومینیوم مهره ۷/۱۶ استاندارآمریکا دنده ریز ودرشت UNC UNF-میخ چاشنی رد هد بتون-پیچ بولتکس- یو بولت- انکر بولت- پیچ سرخزینه- پیچ چشمی- رول بولت- مهره کلاهی- مهره قفلی- سوپر بولت
جعبه دیفرانسیل پیکان- محفظه دیفرانسیل پیکان- کاسه چرخ- پوسته گلدانی نیسانن- کلاچ- ریخته گری چدن داکتیل- خاکستری- فولاد-
چدن به آلیاژهایی از آهن، کربن و سیلیسیم گفته میشود که بخش اعظم آن (بیش از 95 درصد وزنی) از آهن می باشدحدود 1/2 تا 2/6 درصد از کربن و حدود 1 تا 3 درصد از سیلیسیم تشکیل شده است.اگرچه فولاد نیز مانند چدن از طریق اضافه کردن کربن به آهن ایجاد میشود اما تفاوت اصلی آنها در میزان کربن موجود در آنهاست؛ به گونهای که فولاد کمتر از دو درصد کربن دارد ولی کربن موجود در چدن بیش از دو درصد است. دریچههای چدنی در طول سالیان گذشته همواره یکی از اولین گزینهها برای پوشش دهانههای باز منهول به منظور جلوگیری از سقوط افراد به داخل این گودالها بوده و برای انواع کاربردهای برق، مخابرات، آب و فاضلاب، گاز و کاربردهای شهری مورد استفاده قرار میگرفته است. محبوبیت چدنها ریشه در قابلیت ریختهگری شکلهای مختلف با قیمت تمام شده مناسب و نیز استحکام نسبتا بالای آنها دارد. دریچـــههای چــدنی جزو قدیمیترین و پر مصرفترین دریچههای منهول هستند.دریچه های منهول چدنی، پس از تولید در آزمایشگاه های معتبری مورد آزمایش قرار می گیرند. این نوع دریچه منهول چدن، دارای تاییدیه تست دانه بندی مصالح بوده و از این رو برای استفاده در محیط های مختلف کاربردی است. این دریچه ها پس از تست آنالیز، مورد تایید آزمایشگاه های قرار میگیرند. تا با اطمینان خاطر بالا به دست مشتری برسند.
باکس پالت فلزی- تولید خرپای پبش ساخته میلگردی- شبکه میلگردی مش- فنس (حصار- نرده – پرچین)- استاندارد ملی 1-2909- – میلگردهای پایینی (عضو کششی) میلگردهای عرضی (زیگزاگ)- میلگرد بالایی-
مشخصات خرپای ميلگردي:
ارتفاع خرپا از 7 تا 30 سانتيمتر
طول خرپا از 1 متر تا 13/60 متر
قطر ميلگرد پايين و بالا از 6 تا 12 ميليمتر قطر ميلگرد زيگزاگ از 4 تا 6 ميليمتر
حداقل تنش تسليم ميلگردها 340 نیوتن بر میلیمتر مربع (A 2)
حداقل تنش تسليم ميلگردها 400 نیوتن بر میلیمتر مربع (A 3)
استاندارد های مورد استفاده در تولید خرپا:
– استاندارد بین المللی ISO1054:1991
– استاندارد ISIRI:2009 موضوع ملی روش های آزمون تیرچه
– استاندارد های ملی ISIRI:3132 و ISIRI:11588
انواع میلگردها بر اساس استاندارد و آنالیز قدیمی:
- میلگرد A1
- میلگرد A2
- میلگرد A3
- میلگرد A4
در بازار، میلگردها را با این نام ها میشناسند.
انواع میلگردها بر اساس استاندارد و آنالیز کنونی:
- میلگرد س 240 (میلگرد ساده)
- میلگرد آج 340 (میلگرد آجدار مارپیچ)
- میلگرد آج 400 (میلگرد آجدار جناقی)
- میلگرد آج 500 (میلگرد آجدار مرکب)
در حال حاضر تمام میلگردهای بازار تابع چنین استانداردی هستند.
نکته: وقتی نام “میلگرد A2” را میشنوید بدانید که منظور همان “میلگرد آج 340” میباشد و منظور از “میلگرد A3” ، همان “میلگرد آج 400” میباشد که فقط نام ها ثابت مانده ولی آنالیز و استاندارد آنها کاملا متفاوت میباشد.
روش تشخیص میلگرد “آج 340” و میلگرد “آج 400” به چه صورت میباشد؟
در “آج 340” ، آج ها با زاویه 45 درجه و بصورت مارپیچی میباشد. برای درک بهتر، میله ای را در نظر بگیرید که نخی بدور آن با زاویه 45 درجه پیچیده شده است. در “آج 340” هم این گونه است. ولی در “آج 400” زاویه آج ها 45 درجه است ولی اگر از روبرو به میلگرد نگاه کنید، آجها بصورت جناقی (هفت و هشت) میباشد.
فولاد A-۱ از نوع صاف بوده و مقاومت تسلیم و مقاومت کششی آن به ترتیب 2400 و3600 کیلوگرم بر سانتی متر مربع میباشد.
فولاد A-۲ از نوع آجدار با مقاومت تسلیم 3400 و مقاومت کششی ۵۰۰۰ کیلوگرم بر سانتی متر مربع است.
فولاد A-۳ نیز از نوع آجدار با مقاومت تسلیم ۴۰۰۰ و مقاومت کششی ۶۰۰۰ کیلوگرم بر سانتی متر مربع میباشد
فراتست عرضه کننده دستگاه های تست مواد و محصولات فلزی
0912-3750274
021-88705040
دستگاه تست خواص مکانیکی و استحکام کششی، خمشی و باز خمشی میلگرد و سایر مقاطع طبق استاندارد ملی 11558
استاندارد ملی 11558: میلگردهای سرد نوردیده مورد مصرف جهت تسلیح بتن و ساخت شبکه های جوش شده- ویژگی ها که استاندارد مرجع آن ISO 10544 است. برای استحکام کششی، استاندارد مرجع ISO 10544، استاندارد ISO 6892 می باشد.
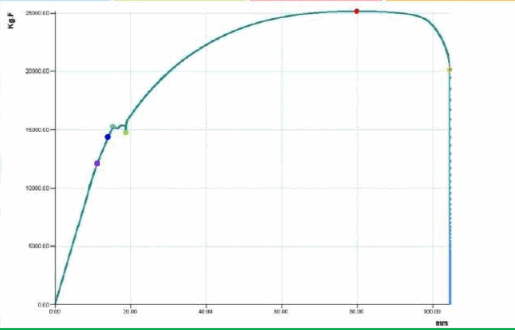
مقاومت کششی میلگرد- مقاومت کششی انواع میلگرد فولادی- تاو کششی -Tensile strength- تست کشش میلگرد – آزمون کشش میلگرد با دستگاه تست کشش – قیمت دستگاه تست کشش میلگرد- فروش دستگاه تست کشش میلگرد- نمودار تست کشش- ابعاد استاندادرد نمونه تست کشش- ازدیاد طول نسبی میلگرد- تفسیر نتایج آزمایش کشش میلگرد- آزمایش کشش میلگرد-
دستگاه تست کشش شرکت فروردین تک ماشین- دستگاه تست کشش شرکت فراتست- آزمایش خمش میلگرد- آزمایش تاشدگی میلگرد- آزمایشگاه کنترل کیفیت میلگرد- خم و بازخم- منحنی تنش کرنش با مدول الاستیسه E- منحنی تنش کرنش بدون مدول الاستیسه E- آج دوکی- آج 400- آج 340- آج یکنواخت- آج 500 مرکب-
| شماره استاندارد | F1_Number | موضوع |
| 11558 | 11558 | میلگردهای سرد نوردیده مورد مصرف جهت تسلیح بتن و ساخت شبکه های جوش شده -ویژگیها |
| 12676 | 12676 | درزهای قائم شیاردار با میلگردهای اتصال و بتن پر شده بین صفحات بتنی مسلح بزرگ – آزمون های مکانیکی آزمایشگاهی – تاثیر بارگذاری تماسی |
| 13654 | 13654 | فولادهای آلیاژی و قابل عملیات حرارتی – طبقه های کیفیت سطح برای میلگرد گرم نوردیده و مفتول های سیمی – شرایط فنی تحویل |
| 17265 | 17265 | مفتول- میلگردو مقاطع برنجی خوش تراش برای استفاده در ماشین های پیچ تراش -ویژگی ها |
| 1797-1 | 1797 | میله های فولادی گرم نوردیده – قسمت 1- ابعاد میلگرد |
| 19931 | 19931 | نرده های میلگردی مشبک جوش شده (با پوشش فلزی یا پلیمری)به صورت پانل نرده با الگوهای متغیر شبکه یا با چشمه های بزرگتر از 3871 MM2 ویژگیها و روش آزمون |
| 21132 | 21132 | نرده های میلگردی مشبک جوش شده (با پوشش فلزی یا پلیمری)به صورت پانل یا رول نرده به چشمه های یکنواخت برابرا یا کمتر از 3871 MM 2 ویژگیها و روش های آزمون |
| 22486 | 22486 | فولاد برای تسلیح بتن-تایید فن جوشکاری فشاری گازی میلگردهای فولادی برای تسلیح بتن – روش اجرایی |
| 8410-3 | 8410 | فولادهای زنگ نزن-قسمت سوم-شرایط فنی تحویل برای کاربردهای عمومی جهت قطعات نیمه تمام ،میله ها، میلگردها و مقاطع |
| 9375 | 9375 | لوله های بتنی پیش تنیده تحت فشار – با استوانه فولادی و بدون استوانه فولادی،شامل اتصالات،متعلقات و ضوابط خاص میلگردهای فولادی پیش تنیدگی برای لوله ها-ویژگی ها |
آهن، فرآوردههاي آهني و مصالح جوشكاري:
تعريف
آهن خالص كاربرد ساختماني ندارد، اما آلياژ آن به صورت انواع فولاد و چدن آميزهاي از چند فلز و غيرفلز است. اين فرآوردهها از پرمصرفترين مصالح فلزي آهني در ساختمانسـازي و صـنايع ديگـر محسوب ميشوند. جوشكاري فرآيند ايجاد پيوند بين دو قطعة فلز به كمك حرارت با يا بدون فشار از جملـه حـرارتحاصل از قـوس الكتريكـي اسـت و روش صـحيح آن مسـتلزم شـناخت و انتخـاب صـحيح مصـالح جوشكاري ميباشد.
دسته بندي
آهن و فرآوردههاي آهني
اگر مقدار درصدكربن از 2/06درصدكمتر باشد، محصـول را فـولاد ناميـده و چنانچـه مقـدار آن از 2/06تا 4/5درصـد باشـد، آن را چـدن گوينـد. محصولات عمده آهني را ميتوان در گروههاي زير
دسته بندي نمود.
چدن:
چدن از ذوب مجدد و تصفية آهن خام به دسـت مـيآيـد. آهـن خـام محصـولاحياي سنگ آهن با استفاده از كك و اكسيژن، به روش احيـاي غيرمسـتقيم در كـوره بلنـد يـا احيـايمستقيم به صورت آهن اسفنجي است. كربن چـدن حـدود 3تـا 4درصـد اسـت. از چـدن در سـاخت لوله هاي آبرساني و فاضلاب و قطعات مربوط، مانند زانويي، سه راهه، چهارراهه و شـيرآلات صـنعتي و
همچنين ديگهاي حرارت مركزي، رادياتورهاي ويژة جاهاي نمنـاك، ماننـد حمـامهـا، و همچنـين در ساخت دريچههاي بازديد،كنتور آب، قطعات درپوش و پلة آدمرو شبكة فاضلابها استفاده ميشـود. بـه طور كلي، چدن در شرايطي كه زنگزدگي فولاد محتمل است، مصرف ميشود.
فولاد:
مشخصات فولاد بايد بر اساس ضوابط تعيين شده در اين مبحث و مباحث نهم و دهم مقررات ملي ساختمان باشد.
خواص فولاد به درصد كربن موجود در آن، عمليات حرارتـي انجـام شـده بـر روي آن و عناصر فلـزي و غيرفلزي موجـود در آن بسـتگي دارد. فولادهاي كربني به آن دسته از فولادها اطلاق ميگردد كه كربن اصليتـرين عنصـر آن مـيباشـد و عناصـري نظيـر منگنـز، سيليسـيم و آلومينيم به ميـزان كـم در آن حضور داشته و فقط به منظور اكسيژنزدايي به آن اضافه ميگردد. كربن نقش اساسـي را در اسـتحكام فولاد ايفـا ميكند و اين استحكام تا حد زيادي به درصد كربن موجـود در آن بسـتگي دارد. فولادهـاي كربني به سه دسته تقسيم ميشوند:
الف- ميزان كربن پايين تر از 0/2درصد
ب- ميزان كربن بين 0/5 -0/2درصد
پ- ميزان كربن بالاتر از 0/5درصد
فولادهاي كربني كاربرد وسيعي در صنعت داشته و معمولاً در حالت آنيل و يا نرماله بكار ميروند، ولــي در شرايط خـاص در حالـت سختكاري و تنيده نيز مورد استفاده قرار ميگيرد.
ميلگرد:
الف- ميلگردهاي مصرفي از نظر شكل رويه به سه دسته طبقهبندي ميشوند:
الف- 1ميلگردهاي با رويه صاف، يا ميلگردهاي ساده. اين نوع رويه فقط در ميلگرد س 240به كار بـرده ميشود. اين ميلگردها فقط ميتوانند به عنوان ميلگـرد دورپـيچ در اعضـاي سـازهاي بـتن مسـلح يـا در ساختمانهاي بتنمسلح به كار روند و استفاده از آنها به عنوان ميلگرد سازهاي غيراز مورد فوق، در تمامي
انواع ساختمانها ممنوع است.
الف- 2ميلگردهاي با رويه آجدار، كه ساير ميلگردها را شامل ميشود. آج عبارت است از برجستگيهايي به شكلهاي متفاوت كه به صورت طولي زاويهدار در هنگام نورد بر روي آن ايجاد ميشود.
الف- -3ميلگردهاي با رويه آجدار پيچيده، كه از پيچانيدن ميلگردهاي آجدار به دست ميآيـد. در ايـن ميلگردها، علاوه بر آج اوليه ميلگرد، يك خط مارپيچ بر روي ميلگرد نيز به چشم مـيخـورد كـه هرچـه ميزان تابانيدن ميلگرد بيشتر باشد گام اين خط كمتر خواهد بود.
ب- آجها از نظر شكل به صورت دوكيشكل )آج با مقطع متغير( يا به صورت يكنواخـت )آج بـا مقطـع ثابت( و از نظر امتداد به صورت مارپيچ يا جناقي ميباشند.
پ- ميلگردها از نظر روش ساخت در سه گروه فولاد گرمنورد شده، فولاد سرد اصلاح شده و فولاد گـرم اصلاح شده تقسيم مي شوند. فولاد سرد نوردشده براثر انجام عمليات مكانيكي نظير پيچانيدن، كشيدن،
پ- ميلگردها از نظر روش ساخت در سه گروه فولاد گرمنورد شده، فولاد سرد اصلاح شده و فولاد گـرم اصلاح شده تقسيم مي شوند. فولاد سرد نوردشده براثر انجام عمليات مكانيكي نظير پيچانيدن، كشيدن، نورد كردن يا گذرانيدن از حديده، بر روي ميلگردهاي گرم نورد شده در حالت سرد به دست مـيآيـد و فولاد گرم اصلاح شده يا فولاد ويژه، بر اثر انجام عمليات مكـانيكي نظيـر گرمـايش و آب دادن، بـر روي ميلگردهاي گرم نورد شده در حالت گرم حاصل مي شود.
ت- تفكيك ميلگردها از يكديگر، به لحاظ هندسي، براساس قطر اسمي آنها صورت ميگيرد. بـه عبـارت ديگر، قطر اسمي، پارامتر هندسي مشخصه انواع ميلگردها اسـت. ضـوابط و الزامـات قطـر اسـمي انـواع ميلگردهاي ساده وآجدار، قطر زمينه ميلگردهاي آجدار) ،(d1 يعني قطر ميلگـرد آجـدار بـدون در نظـر گرفتن آج آن و نيز قطر خارجي ميلگردهاي آجدار ) ،(d2 يعني قطر ميلگـرد بـا احتسـاب كامـل آج آن مطابق ضوابط استاندارد ملي ايران شماره 3132 ميباشد.
مصالح جوشكاري
الكترود جوشكاري:
الكترود به فلز پركنندة درز جوش گفته ميشود كـه بـه شـكل مفتول يا ميلگرد نازك بدون روكش و يا روكشدار عرضه ميشود. روكش الكترود تركيب شـيمياييو خواص فيزيكي فلز جوش را كنترل و تنظيم ميكند. روكشها ممكن است اكسيدكننده، اسيدي، سلولزي و يا قليايي باشند. هنگام جوشكاري با الكترود، جريان قوس الكتريكي بين انبـرك جـوش
كاري و قطعه كار برقرار ميشود. نوع الكترود بايد با مشخصات مكـانيكي و شـيميايي فلـز و نيـز بـا خصوصيات جوش مورد نظر سازگار باشد، تا درز جوش به نحو مطلـوب پـر و مقاومـت لازم اتصـال بهدست آيد. قطر الكترود تابع عواملي مانند نوع و وضعيت جوش، نوع درز، ضخامت ورقهاي اتصال و مهارت جوشكار است. الكترودها داراي انواع مختلفي است:
الف- الكترودهاي جوشكاري فولادهاي ساختماني
ب- الكترودهاي جوشكاري فولادهاي كم آلياژ
پ- الكترودهاي جوشكاري فولادهاي مخصوص، نظير فولادهاي مقاوم در برابر حرارت و فولادهـاي
پرمقاومت.
سيم جوشكاري:
سيمهاي جوشكاري در جوشكاري با گاز و در محـيط مناسـب استفاده ميشود. سيم جوشكاري بايد تميز و به دور از هر گونه آلودگي و ناخالصي و سطح آن عاري
از زنگ زدگي و روغن و مانند اينها باشد.
استانداردها
ویژگی ها:
ويژگي انواع ميلگرد بايد مطابق با استاندارد ملي ايران شمارههـاي 1797 ،3132و 11558باشد. مشخصات ميلگردهاي داراي پوشش اپوكسي در استاندارد ملي ايران شماره 18358
ارائه شده است.
الزامات هندسي ميلگردها در استاندارد ملي ايران شماره 3132ارائه شده است.
ميلگردهاي آج دار بايد داراي آج عرضي و طولي باشـند، بگونـهاي كـه بـه جـز درمحلهاي نشانه گذاري، حداقل دو رديف آج عرضي با توزيع يكنواخت در دو طـرف آج هـاي طـولي
قرار داشـته باشـد. الزامـات آجهـاي ميلگردهـاي آجدار و تركيـب شـيميايي مـذاب ريختـه گـري و مشخصات مكانيكي ميلگردهاي آجدار و ساده در استاندارد ملي ايران شماره 3132ارائه شده است.
طول استاندارد ميلگردهاي شاخهاي به طور معمول 12متر است.
ويژگيهاي انواع لولههاي چدني، بستها و متعلقات خطوط لولة تحت فشار بايد با استاندارد ملي ايران شماره 426مطابقت كند.
ويژگي انواع ورق و تسمه بايد مطابق با استاندارد ملي ايـران شـمارههـاي 3693 ، 440و 3694باشد.
ويژگي انواع نيمرخهاي نورديده بايد با اسـتاندارد ملـي ايـران شـمارههـاي ،1600 -16348 ،14484 ،13968-2 ،13968-1 ،1791و 3277و همچنين ويژگي انواع لولههاي فولادي
بايد با استاندارد ملي ايران شمارههاي 422 ،421 ،396مطابقت كند.
آهن،فرآورده هاي آهني و مصالح جوشكاري
ويژگي انواع پيچ و مهره بايد با استاندارد ملي ايران شماره 2874مطابقت كند.
ويژگي الياف فولادي براي بتن تقويت شده با الياف منطبـق بـا الزامـات اسـتاندارد ملي ايران شماره 14491ميباشد.
ويژگي فولادهاي مورد استفاده براي پيش تنيده كردن بتن در استانداردهاي ملي ايران شماره 13250ارائه شده است.
ورق هاي فولادي سرد نورد شده مورد مصرف در سيستمهاي قاب سبك فـولاديبايد شرايط و معيارهاي مناسب مقاومتي جهت باربري و شكل پذيري كافي به منظور خمكاري هاي
مورد نياز را داشته باشند. اين ورق ها معمولا داراي ضخامت 0/6تا 2/5 ميلـيمتـر هسـتند و حـدجاري شدن آنها 240 الي 340 مگاپاسكال ميباشد. نسبت تنش گسيختگي به تسليم براي تـامين رفتار شكل پذير در اين ورق ها 1/08 ميباشد. پوششهاي حفاظتي كه ميتوان براي ورقهاي سردنورد شده مورد استفاده قرار داد عبارتند از: گالوانيزه، گالفـان و گـالوالوم. در اسـتاندارد ملـي ايـرانشماره 7337 مشخصات پروفيل هاي سرد شكل دادهشده چارچوبي ارائه شده است.
مشخصات پروفيلهاي فولادي پروفيـل هـاي توخـالي مخصـوص در و پنجـره در استاندارد ملي ايران شماره 7336ارائه شده است.
ميله هاي فولادي تسليحكننده داراي كلگـي بـتن مطـابق اسـتاندارد ملـي ايـران شماره 18680-1باشد.
ويژگيهاي الكترودهاي روپوشدار جوشكاري با قوس الكتريكي بايد با اسـتاندارد ملي ايران شماره 871 مطابق باشد.
مشخصات مصالح مورداستفاده در خرپاي تيرچه سقف تيرچه بلوك در اسـتاندارد ملي ايران شماره 2909-1ذكر شده است.
آزمايشهاي استاندارد
ميلگرد گرم نورديده: ويژگي آج هـا، تعيـين تركيـب شـيميايي، بازرسـي ظـاهري، اندازهگيري ابعاد، رواداري ها، ، جرم و تعيين مشخصات مكانيكي و جوش پذيري.
تيـرآهن گـرم نورديـده بـال نـيم پهـن: تعيـين درصـد عناصـر متشـكله، تعيـين مقاومت هاي كششي و خمشي.
ورق فولادي گرم نورديده بـا كيفيـت معمـولي و كششـي: تعيـين درصـد عناصـر متشكله، تعيين استحكام كششي و خمشي، جوشپذيري، ازدياد طول پس از شكست، رواداري هاي
ابعادي
الكترودهاي روپوشدار بايد مطابق با استاندارد ملي ايران شماره 871آزمـايش شـود. اين آزمايشها عبارت است از: مقاومت كشش جنس جوش و مقاومت در برابر ضربه
در موارد ضرورت آزمايشهايي كه استاندارد ملي براي آنهـا تـدوين نشـده اسـت، بايد به استانداردهاي معتبر بين المللي رجوع كرد.
استانداردهاي مرجع اين بخش در پيوست 2ارائه شده اند.
انواع میلگردها بر اساس استاندارد و آنالیز قدیمی:
- میلگرد A1
- میلگرد A2
- میلگرد A3
- میلگرد A4
انواع میلگردها بر اساس استاندارد و آنالیز جدید:
- میلگرد س ۲۴۰(میلگرد ساده)
- میلگرد آج ۳۴۰(میلگرد آجدار مارپیچ)
- میلگرد آج ۴۰۰(میلگرد آجدار جناقی)
- میلگرد آج ۵۰۰(میلگرد آجدار مرکب)
آزمایشات کنترل کیفی رایج میلگرد عبارتند از آزمایش کشش میلگرد ، آزمایش تا شدگی به زاویه 180 درجه ، آزمایش خم کردن و باز کردن خم میلگرد، آزمایش کشش بعد از خم کردن و باز کردن خم میلگرد .
آزمایش تعیین مقاومت کششی میلگرد:
نتایج حاصل از تست کشش میلگرد برای طراحان و مهندسان حائز اهمیت فراوان است. در بسیاری از موارد لازم نیست یک قطعه فلزی را بشکند تا از کار افتاده تلقی شود؛ چرا که تغییر شکل پلاستیک و کمانش هم نوعی از کار افتادگی هستند و در نتیجه ، اطلاع از سطح تنشی که در آن تسلیم پلاستیک آغاز می شود، بسیار مهم است.
بعضی فلزات و مشخصا فولاد، نقطه تسلیم کاملا مشخص دارند، ولی در بیشتر فلزات تبدیل رفتار ازحالت الاستیک به پلاستیک به آرامی صورت می گیرد. تعیین دقیق حد الاستیک ممکن است دشوار باشد و به جای آن تنش تسلیم قرار دادی تعیین می شود.
اندازه گیری مدول الاستیک طبق استانداردهای مختلف به شکل:
اتوماتیک
Chord
سکانت
ماژول کششی
ماژول خمشی
اندازه گیری نقطه تسلیم در انواع مختلف به شکل:
Zero slope
Yield offset
Yield strength
Upper yield
Lower yield
حذف ناحیه Toe:
Toe Compensation
Slack Correction
رسم نمودار تنش-کرنش و محاسبه خودکار و استخراج تنش تسلیم، تنش ماکزیمم و تنش شکست به همراه نیرو و ازدیاد طول متناظر آنها در آزمایش کشش
رسم نمودار نیرو- جابجایی و محاسبه مقاومت خمشی در آزمایش خمش برای تسمه ها، پلیت ها یا میلگرد
میلگرد آجدار آهن یا آرماتور فولادی است که در بتن برای جبران مقاومت کششی پایین آن (بتن) مورد استفاده قرار میگیرد. فولادی که به این منظور در سازههای بتن آرمه به کار میرود به شکل سیم یا میلگرد میباشد و فولاد، میلگرد نامیده میشود. البته در موارد خاصی از فولاد ساختمانی نظیر نیمرخهای {\displaystyle I}I شکل، ناودانی یا قوطی نیز برای مسلح کردن بتنب استفاده میشود. آج در میلگرد به منظور در گیر کردن فولاد در بتن است بدین منظور آج در میلگرد به صورت مارپیچ و با عمق استاندارد ایجاد میشود تا بتواند سطح درگیری میلگرد و بتن بالا رود .
خاموت:
آرماتورهای عرضی که برای مقاومت در برابر برش و پیچش به دور آرماتورهای طولی و اصلی در شناژها بسته میشوند خاموت نام دارند.
از آرماتوربندی به منظور قوی ساختن ساختمان، پل، سد و … استفاده میشود، آرماتوربند با بستن میلگردها به هم توسط سیم آن هارا به هم متصل میکند. البته بستن میلگرد و خم کردن نوک میلگرد امری ضروری است.
برای جلوگیری از بیرون زد گی آرماتورهای طولی در اثر کمانش، تحمل نیروهای برشی و جلوگیری از گسترش ترک از خاموت استفاده میشود. قطر خاموت و فاصلۀ آنها از یکدیگر با توجه به نیروهای وارده طراحی و محاسبه میشود.
با توجه به آسیبپذیر بودن آرماتورها در برابر رطوبت و همچنین کاهش مقاومت آرماتورها در صورت وقوع آتش سوزی و گرم شدن بیش از حد، لازم است میلگردها توسط لایه ای از بتن پوشیده شود.
مقاومت تسلیم:
مقدار تنشی که در آن بدون افزایش بار تغییر طول فولادی زیاد میشود تنش تسلیم یا مقاومت تسلیم یا مقاومت جاری شدن مینامند و با {\displaystyle fy}{\displaystyle fy} نمایش میدهند. دو عامل استحکام کششی و تنش تسلیم میلگرد از عوامل بسیار مهم و تأثیرگذار بر مقاومت میلگرد است.
مقاومت کششی:
حد اکثر مقاومت کششی یا تنش گسیختگی، از تقسیم حداکثر بار ثبت شده در آزمایش کشش بر سطح مقطع اولیه به دست میآید.
میلگرد سرد نوردیده مورد مصرف جهت تسلیح بتن و ساخت شبکه های جوش شده
مطابق استاندارد ISO 10544
مقاومت و استحکام کششی 550 نیوتن بر میلیمتر مربع، تنش تسلیم 500 نیوتن بر میلیمتر مربع و ازدیاد طول نسبی برابر با 12 درصد است.
خواص کششی: نسبت مقاومت کششی به تنش تسلیم می بایست حداقل 10.03 باشد. (ISO 6892) طبق استاندارد ملی 10272
خواص خمشی و خواص باز خمشی هر دو طبق استاندارد ISO 10065 انجام می شوند.
زاویه خمش 90 درجه و زاویه بازخمش 20 درجه است.
مطابق با استاندارد های 13314 , 1/2-ISO 6892 , ASTM A370 , E8M , E9-09 , E-209 , C39M , C1609M
ISO 10180- ISO 15630- DIN 488- JIS G3112- ACI 318- BS 4449- ACI 133-
هدف و دامنه کاربرد:
هدف از تدوین این استاندارد تعیین ویژگی های فنی میلگرد های فولادی تولیده شده به روش اصلاح سرد برای مصرف در بتن مسلح یا قطعات جوشی می باشد که با مقاومت مشخصه 500 مگاپاسکال تعریف می شوند و به وسیله عبور میلگرد از حدیده یا غلتک تولید می شوند.
برای میلگرد هایی که به صورت کلاف عرضه می شوند مقررات این استاندارد به محصول صاف شده اعمال می گردد.
این استاندارد برای میلگردهای ساخته شده از سایر محصولات فولادی نظیر انواع ورق ها و ریل های راه آهن کاربرد ندارد.
فولاد تقویت کننده (میلگرد) برای مهندسی ساختمان و عمران نقشی اساسی و حیاتی دارد.
از آنجایی که بتن استحکام فشاری بالا اما استحکام کششی پایینی دارد، توسط میلگرد تقویت می شود. قطر میلگرد تقویتی به طور معمول از 5 تا 60 میلیمتر است. از میلگرد با قطرهای کوچکتر برای ساخت خاموت استفاده می شود.
استاندارد های ذکر شده در بالا، شامل نیازهای آزمون برای تست خواص مکانیکی میلگرد نظیر استحکام کششی و استحکام خمشی هستند.
نتایج نمونه نوعی این استانداردهای معمول عبارتند از:
نقطه تسلیم (ReH – Zero Slope
استحکام پروف یا استحکام آفست
استحکام کششی (Rm)
ازدیاد طول در نیروی ماکزیمم
ازدیاد طول بعد از شکست
دستگاه های استاتیک تست مواد در گستره ای وسیع از 250 تا 1200 کیلو نیوتن در دسترس هستند. لودسل و سیستم الکترونیک پیشرفته با دقت 0.5 درصد در محدوده 0.2 درصد تا 100 درصد ظرفیت لودسل را امکان پذیر می سازد.
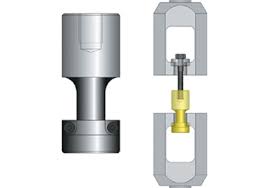
فک های گوه ای نیروی گیره ی مناسب برای جلوگیری از لیز خوردن نمونه در فک تامین می کند.
نرم افزار فوق حرفه ای اما کاربر پسند شرکت فراتست با متدهای از پیش ساخته شده همراه با محاسبات لازم، نیازهای استانداردها و تکرار پذیری تست ها را امکان پذیر می سازد.
مشخصات مکانیکی:
خواص کششی:
مقادیر لازم مشخصات کششی باید مطابق جدول سه باشد:
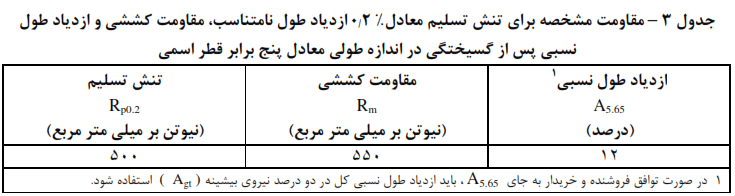
حداقل نود و پنج درصد از نمونه های آزمون شده باید دارای مشخصات کششی مساوی یا بیشتر از مقادیر مندرج در جدول 3 باشند.
هیچیک از نتایج آزمون های انجام شده نباید کمتر از نود و پنج درصد مقادیر مندرج در جدول 3 باشد.
نسبت مقاومت کششی به تنش تسلیم ( Rm/Rp02) برای هر یک از نمونه های مورد آزمون باید حداقل 1.03 باشد.
در صورت توافق تولیدکننده و خریدار مقادیر جدول 5 را می توان به عنوان حداقل مقادیر مورد تایید استفاده نمود.
نمونه گراف تست استحکام کششی میلگرد را در زیر مشاهده می کنید:
خواص خمشی:
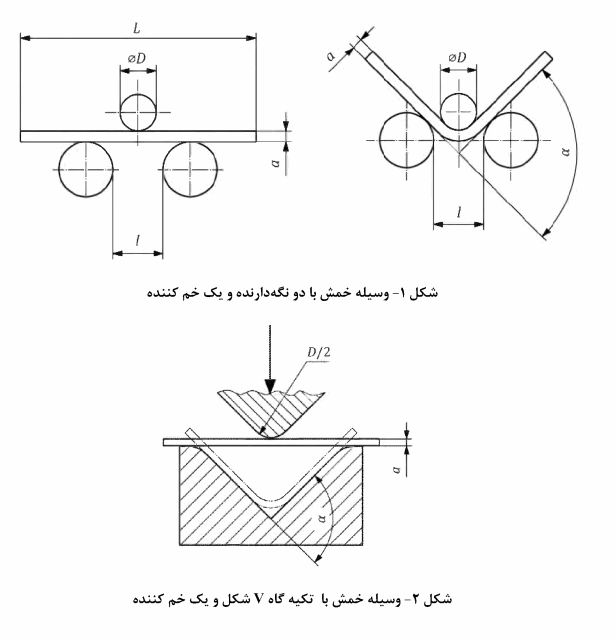
آزمون خمش باید مطابق با استاندارد ISO 10065 انجام شود.
نمونه مورد آزمون باید با زاویه بین 160 تا 180 درجه حول فکی با اندازه قطرهای مندرج در جدول 4 خمش شود.

قطر فک برای میلگردهای با اندازه های میانی برابر اندازه کوچکتر بعدی طبق جدول 4 در نظر گرفته می شود.
پس از انجام این آزمون ها، هیچ یک از قطعات مورد آزمون نباید دارای ترک یا شکستگی قابل مشاهده با چشم غیر مسلح باشند.
خواص باز خمشی:
آزمون باز خمش باید مطابق با استاندارد ISO 10065 انجام شود. نمونه مورد آزمون باید حول فکی با اندازه قطرهای مندرج در جدول 5، خم شود.

زاویه خمش قبل از حرارت دادن (فرسوده شدن) باید 90 درجه و زاویه باز خمش باید 20 درجه باشد. هر دو زاویه باید قبل از بار برداری اندازه گیری شوند.
در صورت توافق تولید کننده و خریدار ، آزمون بازخمش می تواند جایگزین آزمون خمش شود.
آزمون باز خمش برای تعیین میزان فرسودگی میلگردهای خم شده بکار می رود.
پس از انجام این آزمون ها، هیچ یک از قطعات مورد آزمون نباید دارای ترک یا شکستگی قابل مشاهده با چشم غیر مسلح باشند.
آزمون خواص مکانیکی:
آزمون باید روی میلگرد کاملا صاف انجام شود. برای انجام آزمون ابتدا می توان نمونه را تا صد درجه سانتی گراد گرم نمود، سپس اجازه داد تا آزادانه در هوا خنک شده و به حرارت آزمون برسد.
آزمون کشش میلگرد
آزمون کشش باید مطابق استاندارد ISO 6892 انجام شود.
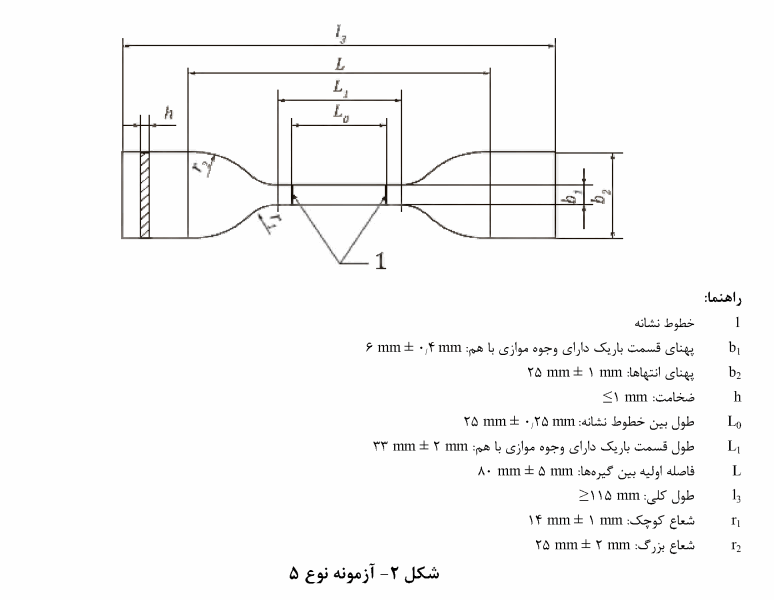
طول قسمت نشانه گذاری شده روی نمونه مورد آزمون باید پنج برابر قطر اسمی آن باشد.
فاصله آزاد بین فک ها نباید کمتر از 180 میلیمتر باشد.
برای محاسبه تنش تسلیم و مقاومت کششی، سطح مقطع اسمی میلگرد باید مورد استفاده قرار گیرد.
آزمایش تا شدگی میلگرد:
در این آزمایش با توجه به قطر میلگردآن را توسط دستگاه مکانیکی خم نموده و ترک ها و یا پوسته شدن احتمالی آن را میبینند .
طبق آیین نامه ملی 18-4 میلگردتا زاویه 45 درجه خم شده سپس نیم ساعت در آب جوشانده میشود و سپس خم آن به مقدار 22.5 درجه باز میشود .
در صورت مشهود نبودن نقص در میلگرد استفاده از آن بلامانع است . در صورت مشاهده نقص باید سه میلگرددیگر تحت آزمایش قرار گیرند. میلگرد وقتی قابل قبول است که نایج آزمایش هر سه میلگرداخیر قابل قبول باشند .
آزمایش جوش پذیری میلگرد:
در صورتی که جوش پذیری میلگردها مورد تردید باشد باید قبل از شروع کار تعدادی نمونه جوش شده تهیه شوند و تحت آزمایش کشش و تا شدگی قرار گیرند . نتیجه آزمایش کشش وقتی رضایت بخش است که مقطع گسیخته شده در محل جوش یا مجاورت آن نباشد . نتیجه آزمایش تاشدگی وقتی رضایتبخش است که در اثر خم کردن در منطقه جوش شده ترک به وجود نیاید .
شناسه گذاری:
میلگردهای مطابق این استاندارد باید به ترتیب زیر نامگذاری شوند:
- عنوان میلگرد فولادی تسلیح
- شماره این استاندارد (فقط در صورت اخذ پروانه استاندارد)
- قطر اسمی بر حسب میلمتر
- شکل سطح میلگرد (ساده، شیار دار یا آج دار)
فراتست عرضه کننده دستگاه های تست
0912-3750274
021-88705040
طبقه بندی انواع میلگرد و مشخصات مکانیکی آنها :
در کشورهای مختلف فولاد میلگرد با استانداردهای متفاوتی تولید میشوند و در هر استانداردی طبقهبندی مشخصی در ارتباط با خواص مکانیکی فولادها وجود دارد. در ایران قسمت عمده فولادهای میلگرد که توسط کارخانه ذوب آهن اصفهان تولید میشوند با استاندارد روسی مطابقت دارند.
فولادی که در ایران تولید میشود (طبق استاندارد روسی) به سه گروه تقسیم میشود: فولاد نوع A-1، فولاد نوع A-2 و فولاد نوع A-3.
میلگرد A1 : ( میلگرد نرم بدون آج ): این میلگرد با تنش جاری ۲۳۰۰ کیلوگرم بر سانتی متر مربع و تنش گسیختگی ۳۸۰۰ کیلوگرم بر سانتی متر مربع و تغییر شکلنسبی پلاستیکی (در زمان گسیختگی) ۲۵ درصد بعنوان میلگرد نرم شناخته شده و عمدتا بصورت صاف و بدون آج می باشد.این
میلگرد برای آهنگری و تغییر شکل و انجام عملیات جوشکاری بر روی آن مناسب است و بطور کلی بعنوان یک میلگرد داکتیلشناخته می شود.
میلگرد A2 : ( میلگرد نیمه سخت با آج ساده ):این نوع میلگرد با تنش جاری ۳۰۰۰ کیلوگرم بر سانتی متر مربع و تنش گسیختگی ۵۰۰۰ کیلوگرم بر سانتی متر مربع و تغییرشکل نسبی پلاستیکی (در زمان گسیختگی) ۱۹ درصد بعنوان میلگرد نیمه خشک (ترد) و نیمه نرم شناخته شده که بصورت
آجدار و عمدتا آج فنری شکل می باشد.
میلگرد A3 : ( میلگرد سخت با آج پیچیده ):این میلگرد با تنش جاری ۴۰۰۰ کیلوگرم بر سانتی متر مربع و تنش گسیختگی ۶۰۰۰ کیلوگرم بر سانتی متر مربع و تغییر شکلنسبی پلاستیکی (در زمان گسیختگی) ۱۴ درصد بعنوان میلگرد خشک (ترد) مناسب عملیات سیویل صنعتی و ساختمانی بوده که بصورت آجدار و عمدتا آج جناقی می باشد و اکیدا برای آهنگری و تغییر شکلهای فراوان با زوایای تند مناسب نبوده وهمچنین به هیچ وجه عملیات جوشکاری بر روی آن مجاز نمی باشد.
میلگرد سخت با آج پیچیده (A4) دارای آج دوکی شکل می باشند. مطابق استاندارد شماره 3132 سازمان ملی استاندارد ایران میلگرد A4 یا میلگردهای با آج 520 و 500 از نوع آجدار مرکب می باشند. بدین ترتیب که آج های عرضی دوکی شکل در دو طرف آج طولی و به صورت چهار نیم مـارپیچ بـه شـکل هفت – هشت و با زاویه 35درجه تا و شامل 75 درجه می باشد. حداقل مقاومت کششی 520 مگاپاسکال و شکل پذیری حداقل 18% را برای این گرید از محصولات خود تضمین مینماید.
وزن هر شاخه :
یک شاخه ۱۲ متری میلگرد ۸ به میزان ۵ کیلوگرم وزن دارد
یک شاخه ۱۲ متری میلگرد ۱۰ به میزان ۷٫۵ کیلوگرم وزن دارد
یک شاخه ۱۲ متری میلگرد ۱۲ به میزان ۱۱ کیلوگرم وزن دارد
یک شاخه ۱۲ متری میلگرد ۱۴ به میزان ۱۵ کیلوگرم وزن دارد
یک شاخه ۱۲ متری میلگرد ۱۶ به میزان ۲۰ کیلوگرم وزن دارد
یک شاخه ۱۲ متری میلگرد ۱۸ به میزان ۲۵ کیلوگرم وزن دارد
یک شاخه ۱۲ متری میلگرد ۲۰ به میزان ۳۰ کیلوگرم وزن دارد
یک شاخه ۱۲ متری میلگرد ۲۲ به میزان ۳۷ کیلوگرم وزن دارد
یک شاخه ۱۲ متری میلگرد ۲۵ به میزان ۴۷ کیلوگرم وزن دارد
یک شاخه ۱۲ متری میلگرد ۲۸ به میزان ۵۸ کیلوگرم وزن دارد
یک شاخه ۱۲ متری میلگرد ۳۰ به میزان ۶۶ کیلوگرم وزن دارد
یک شاخه ۱۲ متری میلگرد ۳۲ به میزان ۷۵ کیلوگرم وزن دارد
یک شاخه ۱۲ متری میلگرد ۳۴ به میزان ۸۵ کیلوگرم وزن دارد
یک شاخه ۱۲ متری میلگرد ۳۶ به میزان ۹۵ کیلوگرم وزن دارد
یک شاخه ۱۲ متری میلگرد ۳۸ به میزان ۱۰۶ کیلوگرم وزن دارد
یک شاخه ۱۲ متری میلگرد ۴۰ به میزان ۱۱۸ کیلوگرم وزن دارد
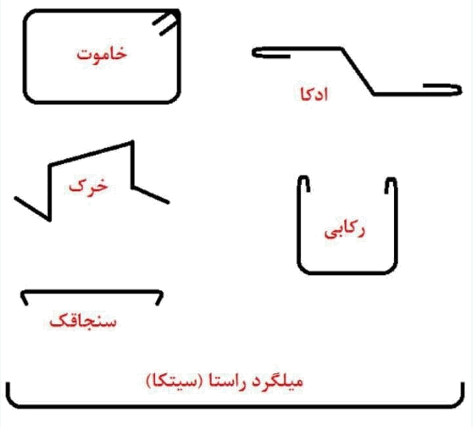
نمونه کاربردهای میلگرد:
میلگرد راستا برای افزایش مقاومت کششی بتن گذاشته می شود.
میلگرد خاموت برای جلوگیری از بیرون زدگی آرماتورهای طولی در اثر کمانش و تحمل نیروهای برشی و جلوگیری از گسترش ترک در ستون ها اجرا می گردد.
میلگرد سنجاقی برای تقویت مقاومت برشی خاموتها و اتصال کامل بین میلگرد های طولی و خاموت از سنجاقی استفاده می گردد.
میلگرد خرک برای قرار دادن دو شبکهی متوالی افقی با فاصلهی معین در داخل قالب (در بتن ریزیهای کف و فونداسیون ) از خرک استفاده می شود. با توجه به اینکه در فونداسیون ها از خاموت استفاده نمی شود، برای بستن آرماتورهای فوقانی از آرماتورهای پایه دار که به خَرَک معروف هستند استفاده می شود.
میلگرد رکابی برای در امتداد نگه داشتن میلگردهای طولی و یا عمودی در بتن ریزی های دیوار از رکابی استفاده می شود. اگر دو انتهای خاموت ها باز باشند به آن رکابی گفته می شود.
میلگرد ادکا برای تحمل نمودن لنگرهای منفی در تکیه گاه تیر یکسره و همچنین تحمل نیروی برشی از آن استفاده می شود وظیفه ی میلگرد ادکا در باربری نیروها این است که قسمت زیرین آن وظیفه تحمل کشش ناشی از خمش و قسمت های بالایی آن نیز اکثرا همین وظیفه را بر عهده دارند و قسمت مایل آن وظیفه ی تحمل کشش ناشی از برش را به عهده دارند.
فراتست عرضه کننده دستگاه های تست
0912-3750274
021-88705040
استاندارد ملی ایران به شماره 3132: میلگردهای گرم نوردیده برای تسلیح بتن – ویژگی ها و روش های آزمون- تجدید نظر دوم سال 1392
هدف
هدف از تدوین این استاندارد، تعیین ویژگی ها و روش های آزمون میلگردهای فولادی گرم نوردیده ساده و آج دار است.
این استاندارد برای میلگردهای فولادی گرم نوردیده به صورت شاخه یا کلاف بدون عملیات بعدی و نیز با عملیات خنک کاری و برگشت تحت کنترل کاربرد دارد.
یاد آوری
تولید میلگرد ساده و آجدار از مقاطع فولادی مانند تیرآهن، ریل راه آهن، ورق و ضایعات آنها مجاز نمی باشد. همچنین تولید میلگرد از هر نوع ماده اولیه که سوابق متالورژیکی مشخص نداشته باشده مجاز نیست.
مراجع الزامی
استاندارد ملي ايران شماره :14262 -2سال ،1391فولادهاي سازهاي گرم نورديده– قسمت : شرايط فني تحويل فولادهاي سازهاي غيرآلياژي
استاندارد ملي ايران شماره :10979سال ،1387فولادهاي كربنـي و كـم آليـاژ- انـدازهگيـري عناصـر توسط طيف سنجي نشر نوري تحت خلاء – روش آزمون
استاندارد ملي ايران شماره :9376سال ،1386فولاد و چدن- نمونهبرداري و آمادهسازي نمونهها براي اندازهگيري تركيبات شيميايي
استاندارد ملي ايران شماره :8103-1سال ،1384فولاد براي تسليح و پيشتنيدن بتن – روشهاي آزمون – قسمت اول : ميلگرد، مفتول و سيمهاي تسليح كننده
ISO 404, Steel and steel products – General technical delivery requirements.
ISO 10144, Certification scheme for steel bars and wires for the reinforcement of concrete
structures.
اصطلاحات و تعاريف
دراين استاندارد اصطلاحات و تعاريف زير به كار مي رود:
ميل گرد
محصول فولادي گرم نورديده به صورت ساده يا آج دار با مقطع گرد كه به صورت شاخهاي )مستقيم در طول معين( يا كلاف )به صورت حلقوي پيوسته( بسته بندي ميشود
قطر اسمي: d
قطر اسمي ميلگرد كه معادل نمره ميلگرد ميباشد
سطح مقطع اسمي:An
سطح مقطعي معادل سطح دايره يك ميلگرد ساده با همان قطر اسمي ميباشد.
آج
آج عبارت است از برجستگيهايي كه به صورت طولي )موازي محور ميلگرد( و يا عرضي )به هر صورتي غير از طولي( روي سطح ميلگرد هنگام نورد ايجاد ميگردد ) شكل 1را ملاحظه نماييد
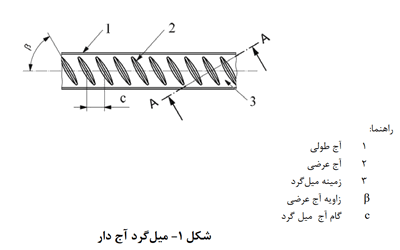
آج عرضي
آج با يك زاويه مورب نسبت به محور طولي ميلگرد ميباشد ) شكل 1را ملاحظه نماييد.(
آج طولي
نوعي از آج كه به صورت يك شكل، يكنواخت و ممتد به صورت موازي با محور طولي ميلگرد بر روي
ميلگرد ايجاد ميشود ) شكل 1را ملاحظه نماييد.
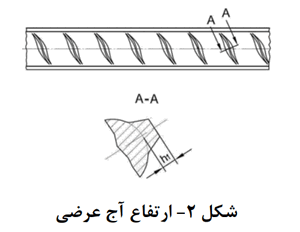
ارتفاع آج عرضي:h1
فاصله بالاترين نقطه روي آج عرضي تا سطح زمينه ميلگرد، كه عمود بر محور طولي ميلگرد اندازهگيري
ميشود) شكل 2را ملاحظه نماييد
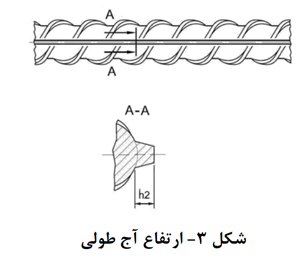
ارتفاع آج طوليh2
فاصله يك نقطه روي آج طولي تا سطح زمينه ميلگرد، كه عمود بر محور طولي ميلگرد اندازهگيري ميشود )شكل 3را ملاحظه نماييد.
گام آج ميل گردc
فاصله بين مراكز آج عرضي متوالي، كه موازي با محور ميلگرد اندازهگيري ميشود) شكل 1را ملاحظه نماييد
زمينه ميل گرد
قسمتي از سطح مقطع و سطح جانبي ميلگرد كه فاقد آج )طولي و عرضي( ميباشد)شكل 1را ملاحظه نماييد.
محدوده بدون آج ∑ei
جمع فواصل بين دو انتهاي آج عرضي مجاور در طرفين آج طولي مي باشد و بصورت تصوير ايجاد شده بر روي يك سطح عمود بر محور ميلگرد اندازهگيري ميشود.
سطح نسبي آج ƒR
منظور از سطح نسبي آج، سطح نسبي تصوير شده آج عرضي ميلگرد روي صفحه عمود بر محور طولي آن و نسبت به مساحت جانبي بين دو آج )گام( ميباشد. براي نحوه محاسبه اين پارامتر به بند 11استاندارد ملي ايران به شماره 8103-1مراجعه نماييد.
زاويه جانبي ديواره آج عرضي α
عبارت است از زاويه ميان ديواره آج عرضي و سطح زمينه ميلگرد كه به صورت عمود بر محور طولي آج عرضي اندازهگيري شده باشد ) شكل 4را ملاحظه نماييد
زاويه آج عرضيβ
عبارت است از زاويه ميان آج عرضي و محور طولي ميلگرد ) شكل 1را ملاحظه نماييد
بيضي بودن
اختلاف بين حداكثر و حداقل اندازه قطر در همان مقطع ميلگرد ميباشد
تركيب شيميايي مذاب
تركيب شيميايي مذاب قبل از ريختهگري كه توليد كننده با توجه به رويه كاري خود آن را تعيين مينمايد
تركيب شيميايي محصول
تركيب شيميايي به دست آمده از محصول توليد شده ميباشد
شناسه
عبارتي است جهت شناسايي يك مجموعه ميلگرد با مشخصه و قطر يكسان ) به بند 15مراجعه نماييد(
بسته
عبارت است از دو يا چند كلاف يا مجموعهاي از شاخههاي ميلگرد همقطر و همشكل كه داراي يك شناسـه
بوده و به شكل مناسبي به يكديگر بسته شده باشد
دسته
عبارت است از تعدادي كلاف يا بسته شامل ميلگردهـاي هـم قطـر كـه از يـك فرآينـد توليـد ) ذوب ( 5در
فولادسازي به دست آمده باشند
بهر
عبارت است از تعدادي كلاف يا بسته يا مقدار معيني ميلگرد همقطر و همشكل و با يك شناسه مشـابه كـه
تحت شرايطي كه يكنواخت فرض مي شود، با ذوبهاي مختلف توليد ميگردد
محموله
عبارت است از تعدادي بسته كه قطر اسمي ) نمره ( ميلگرد ها از بستهاي به بسته ديگر مـيتوانـد متفـاوت
باشد ولي هر بسته بايد داراي يك شناسه باشد
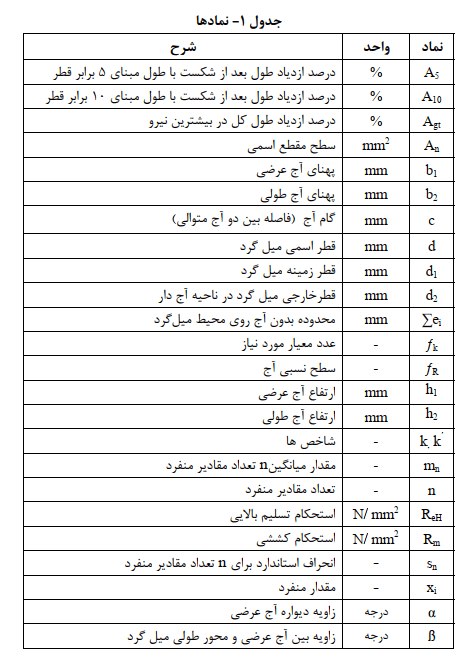
نمادها
نمادهاي استفاده شده در اين استاندارد مطابق جدول 1مي باشد:
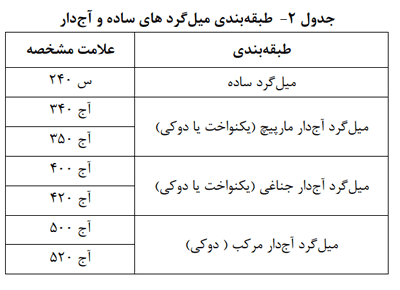
طبقه بندی
در اين استاندارد طبقهبندي ميلگرد هاي ساده و آجدار مطابق جدول 2ميباشد:
ویژگی ها
| اندازه ها |
اندازههاي قطر اسمي و وزن يك متر طول ميلگردهاي آجدار و ساده و نيز رواداري هاي آنها بايد با مندرجات جداول 5 ، 4 ، 3و 6مطابقت نمايند. سطح مقطع اسمي ميلگردها در جداول 3و 4داده شده است.
ویژگی های مکانیکی
ویژگی های کششی
آزمون كشش ميلگرد ها بايد مطابق بند 1-12انجام شود. ويژگي هاي كششي ميلگردهاي توليدي بايد با مقادير كششي يكي از ردههاي ارايه شده در جدول 11منطبق باشد:
ويژگيهاي خمشي
آزمون خمش بايد مطابق بند 2-12بر روي ميلگردهاي توليدي انجام شود. پس از انجام آزمون هيچگونهترك، شكست و يا پارگي قابل رويتي نبايد در محصول ايجاد گردد. بازرسي وضعيت سطحي محصول پس از انجام آزمون بايد توسط يك شخص با قابليت ديد طبيعي يا اصلاح شده انجام شود.
ويژگيهاي خمش مجدد بعد از پيرسازي
انجام آزمون خمش مجدد براي ميلگرد هاي آج دار در صورت نياز مطابق بند 3-12انجام ميشود. پساز انجام آزمون هيچگونه ترك، شكست و يا پارگي نبايد بروي محصول ايجاد گردد. بازرسي وضعيت سطحي محصول پس از انجام آزمون بايد توسط يك شخص با قابليت ديد طبيعي يا اصلاح شده انجام شود.
يادآوري –1انجام يكي از دو آزمون خمش يا خمش مجدد از طرف توليد كننده الزامي است وليكن هر دو مشخصه بايد توسط توليد كننده تضمين گردد.
يادآوري -2آزمون خمش مجدد صرفاً به منظور صحهگذاري ويژگيهاي پيرسازي مورد استفاده قرار ميگيرد.
ويژگيهاي خستگي
در صورت توافق انجام آزمون خستگي ميان توليد كننده و خريدار، توليدكننده بايد نشان دهدكه ويژگيهايخستگي تحت نيروهاي محوري ميلگردهاي توليدي آن در محدوده نوسانهاي كششي مندرج در روش آزمون بند 4-12ميباشد.
شرايط آزمون، عدد يا اعداد تعريف شده براي سيكل هاي تنشي )چرخههاي بارگذاري(، دامنه يا دامنه هاي تنش اعمالي 2σa و حداكثر ميزان تنش يا تنشهاي اعمالي σmax بايد در زمان سفارشگذاري مورد توافق ميان توليدكننده و خريدار قرار گيرد.
ويژگيهاي جوش پذيري
قابليت جوشپذيري ميلگردها بر اساس كربن معادل بدست آمده از تركيب شيميايي مذاب ريخته گري ميلگرد و يا تركيب شيميايي مندرج در گواهينامه فني كه از معادله ارايه شده در بند 9محاسبه ميگردد، مطابق جدول پيوست الف خواهد بود
نمونه برداري جهت آزمون هاي مكانيكي
نمونه های برداشته شده باید از یک ذوب یا از یک بهر (به بند 4 مراجعه شود) انتخاب شوند.
| نمونه ها بايد حداقل طولي برابر 600ميليمتر يا 20برابر قطر اسمي )هر كدام كه بزرگتر باشد( را دارا باشند. |
| روشهاي آزمون |
| آزمون كشش |
آزمون كشش بايد مطابق با استاندارد ملي ايران شماره 1-8103 انجام شود. براي تعيين ميزان درصد ازديادطول بعد از شكست، ،A5 طول موثر اوليه ) طول مبنا( بايد 5برابر قطر اسمي و براي ،A10طول موثر اوليه) طول مبنا( بايد 10برابر قطر اسمي انتخاب شود. همچنين براي تعيين ميزان درصد ازدياد طول كلي درحداكثر نيرو، ، Agt نشانهگذاريهايي با فواصل مساوي بايد بر روي طول آزاد نمونه آزمون ايجاد شود.
فاصله ميان نشانهگذاريها بايد 10، 5يا 20ميليمتر متناسب با قطر ميلگرد انتخاب شود. براي تعيين ويژگيهاي كششي، ميزان سطح مقطع اسمي ميلگرد بايد در محاسبات مورد استفاده قرار گيرد
يادآوري -1نمونه هايي كه از محصول توليد شده نوردي با روش خنككاري و برگشت تحت كنترل )نظير روش ترمكس( برداشته ميشود بايد مستقيماً و بدون هيچگونه عمليات اضافي از جمله تراشكاري، مورد آزمون كشش قرار گيرد
در صورتي كه نمونه هاي آزمون كشش تراشكاري شوند، بايد ضريب تبديل محاسباتي مربوط به نمونه نوردي تراشكاري شده را با توجه به پيوست ب در نتايج بدست آمده از آزمون اعمال نمود.
آزمون خمش
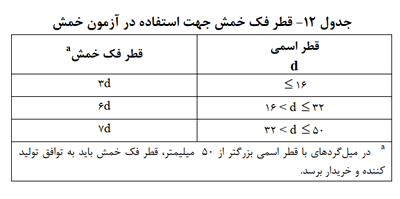
آزمون خمش بايد مطابق با استاندارد ملي ايران شماره 1-8103 انجام شود. نمونه آزمون بايد تا زاويهاي ميان 160تا 180درجه حول فك خمش متناسب با قطر ميلگرد بر حسب آنچه در جدول 12 آورده شده است، خم شود.
آزمون خستگي
آزمون خستگي بايد مطابق با استاندارد ملي ايران شماره 8103-1انجام شود
آزمون تعيين تركيب شيميايي
به طور معمول تعيين تركيب شيميايي مطابق استاندارد ملي ايران شماره 10979انجام ميشود. در صورت وجود اختلاف نظر در ارتباط با روش مورد استفاده، تركيب شيميايي بايد از طريق يك روش مرجع مناسب كه در استاندارد ملي ايران شماره 10979ارايه شده است، انجام شود.
نشانه گذاري
نشانهگذاري روي شاخه ميلگرد
ميلگرد ساده
ميلگردهاي ساده مشمول اين استاندارد، الزامي جهت نشانهگذاري ندارند. در صورت توافق ميان توليد كننده
و خريدار امكان نشانهگذاري وجود خواهد داشت
ميلگرد آج دار
بر روي تمامي ميلگردهاي آج دار مشمول اين استاندارد بايد در حين فرآيند نورد اطلاعات زير درج شود:
الف- نام يا علامت تجاري شركت توليد كننده ميلگرد.
ب- كد فرآيند توليد ) مطابق يادآوري 2جدول (9؛
پ- كد علامت مشخصه ميلگرد ) طبق جدول پيوست پ(؛
نشانه گذاري روي بسته
تمامي بستههاي ميلگرد ساده يا آج دار بايد داراي حداقل يك پلاك مشخصات فلزي )يا هر نوع پلاك
مقاوم ديگر( باشند و اطلاعات زير بر روي آنها درج شده باشد:
الف- نام و علامت تجاري شركت توليد كننده ميلگرد؛
ب- شماره اين استاندارد ملي پس از اخذ پروانه كاربرد علامت استاندارد؛
پ- علامت مشخصه ميلگرد ) طبق جدول (2؛
ت- قطر اسمي بر حسب ميليمتر، مطابق با جدول 3و يا شناسه؛
ث- شماره ذوب يا شماره رديابي مرتبط به گزارش آزمون بسته؛
ج- طول ميلگرد مطابق جدول 8؛
چ- نام كشور توليد كننده؛
ح- وزن بسته بر حسب كيلوگرم
پيوست ب
)الزامي(
ضريب تبديل آزمون كشش
ب- 1در جايي كه ماشين آزمون كشش با ظرفيت مناسب در دسترس نباشد، ميتوان قطر ميلگردهاي آجدار را )به جز ميلگردهاي توليد شده به روش خنك كاري و برگشت تحت كنترل( تا 20ميليمتر كاهش داد. در اين گونه موارد براي هر نوع ميلگرد و طرح آج بايد از ضرايب تبديل مربوطه استفاده نمود تا بتوان مقادير نتايج آزمون نمونه استاندارد را به مقادير معادل براي ميلگرد نوردشده تبديل نمود:
ب- 2براي انواع ميلگرد و طرحهاي مختلف ضرايب تبديل را بايد يكبار از قبل مشخص نمود. اين كار بوسيله آزمون مقايسهاي 25جفت )هر جفت آزمون كه مركب از يك نمونه مستقيم ميلگرد ارسالي و يك نمونه تراشيده شده استاندارد ميباشد بايد از يك شاخه انتخاب گردند( كه حداقل از 5شاخه ميلگرد بريده شده اند، تعيين ميگردد.
ب- 3آزمون هاي كشش 25جفت نمونه توسط يك دستگاه كشش انجام ميپذيرد و ضرايب تبديل محاسباتي نسبت ميانگين نتايج بدست آمده نمونههاي نوردي به نمونههاي تراشيده شده به شرح زير تعيين ميگردند:
دستگاه آزمون و تست استحکام و مقاومت کششی مفتول ها طبق انواع استاندارد های ملی:
صفحهها و رولهای ساخته شده از شبكه مفتولی فولادی-تعاريف و ويژگيها طبق استاندارد ملی 15526
استاندارد ملی ایران شماره 13870طناب های سیمی فولادی برای مصارف عمومی – حداقل الزامات- طبق استاندارد ISO 2408 تدوین شده است.
استاندارد ملی ایران شماره 1-18866 – فولاد، سیم و محصولات سیمی – قسمت 1: روش های آزمون عمومی . با استفاده از استاندارد ISO 22034-1 تدوین شده است.
مواد مصرفی جوشکاری-مفتولها برای جوشکاری گازی فولادهای غیرآلیاژی و مقاوم به خزش- طبقه بندی طبق استاندارد ملی 15605
شرایط فنی تحویل باید الزامات ارایه شده در استاندارد ISO 544 را برآورده کند.
مواد مصرفی جوشکاری-الکترودهای سیمی، سیم ها، مفتول ها و رسوب ها برای جوشکاری قوسی گازمحافظ فولادهای مقاوم به خزش- طبقه بندی طبق استاندارد ملی 15606
آلياژهاي خوش تراش مس- مفتول، ميله، سيم و پروفيل- ويژگي ها طبق استاندارد ملی 16521
محصولات تحت پوشش این استاندارد هنگامی که مطابق استاندارد E8 مورد آزمون قرار می گیرند، باید الزامات استحکام کششی و ازدیاد طول نسبی مشخص شده در جدول 3 را تامین کنند.
آلومینیوم کار شده و آلیاژهای آن – مفتول ها-میله ها، لوله ها و پروفیل های اکسترود شده -قسمت 2- خواص مکانیکی طبق استاندارد ملی 2-16774
ISO 6362-2 استاندارد مرجع می باشد.
برای استحکام کششی، استاندارد ملی ایران، مرجع استاندارد 10272 یا ASTM B557 می باشد.
آلومینیوم کار پذیر و آلیاژ های آن -مفتول ها -میله ها -لوله ها و سیم های کشیده شده به روش سرد-قسمت 2- ویژگی های مکانیکی طبق استاندارد ملی 16856
iSO 6363-2:2012 استاندارد مرجع می باشد.
برای استحکام کششی، استاندارد ملی ایران، مرجع استاندارد 10272 یا ASTM B557 می باشد.
مفتول- میلگردو مقاطع برنجی خوش تراش برای استفاده در ماشین های پیچ تراش -ویژگی ها طبق استاندارد ملی 17265
استاندارد مرجع استاندارد ASTM B16
فولاد -سیم و مفتول های سیمی فولادی زنگ نزن خوش تراش-ویژگیها طبق استاندارد ملی 17275
میله های مفتولی و مفتولهای گرد ضخیم از جنس فولاد کربنی -الزامات عمومی طبق استاندارد ملی 18140
میله،مفتول،تیوب ،لوله ،پروفیل های ساختانی و پروفیل ها ، از نوع آلومینیوم آلیاژی اکسترود شده جهت مقاصد الکتریکی (هادی شینه جریان )ویژگیها طبق استاندارد ملی 19680
مواد مصرفی جوشکاری -الکترودهای سیمی ،سیمها،مفتول ها و رسوب ها برای جوشکاری قوسی تحت گاز محافظ فولادهای با استحکام بالا-طبقه بندی طبق استاندارد ملی 19745
مواد فلزی -سیم-آزمون مفتول پیچی طبق استاندارد ملی 19791
مواد فلزی -سیم-آزمون مفتول پیچی طبق استاندارد ملی 19791
مواد مصرفی جوشکاری -الکترودهای سیمی توپر ، الکترودهای تسمه ای توپر ،سیم های توپر و مفتول های توپر برای جوشکاری ذوبی نیکل و آلیاژهای نیکل -طبقه بندی طبق استاندارد ملی 19878
مواد مصرفی جوشکاری -الکترود های توپودری و مفتول ها برای جوشکاری قوسی فلزی با گاز محافظ و بدون گاز محافظ ،برای جوشکاری فولادهای زنگ نزن و مقاوم به حرارت -طبقه بندی طبق استاندارد ملی20889
میله ،مفتول و مقاطع آلیاژ مس- روی -سرب (برنج سرب دار ) -ویژگیها طبق استاندارد ملی 21026
میله ،مفتول ،اشکال و آهنگرهای مس کارشده و آلیاژهای آن-ویژگیها و الزمات عمومی طبق استاندارد ملی 21027
میله ،مفتول و اشکال برنجی -ویژگی ها طبق استاندارد ملی21062
مواد مصرفی جوشکاری -الکترودهای روکش دار ،سیم ها،مفتول ها و الکترودهای توپودری غلافی برای جوشکاری ذوبی چدن -طبقه بندی طبق استاندارد ملی 21375
مواد مصرفي جوشكاري – الكترودهاي سيمي توپر، سيمها و مفتولهاي توپر براي جوشكاري ذوبي منيزيم و آلياژهاي منيزيم – طبقهبندي طبق استاندارد ملی 21486
تعیین درصد پرلیت قابل تفکیک در مفتول فولادی پر کربن طبق استاندارد ملی 21992
ميله، مفتول و مقاطع فسفر برنز- ويژگي ها طبق استاندارد ملی 22103
ميله، مفتول و مقاطع منگنز برنز- ويژگيها طبق استاندارد ملی 22104
ميله، مفتول و مقاطع آلومينيوم برنز- ويژگي ها طبق استاندارد ملی 22105
ميله، مفتول و مقاطع برنج دريايي- ويژگي ها طبق استاندارد ملی 22109
مواد مصرفي جوشكاري- الكترودهاي سيمي، الكترودهاي نواري، سيم ها و مفتول ها براي جوشكاري قوسي فولادهاي زنگ نزن و مقاوم به حرارت- طبقه بندي طبق استاندارد ملی 22473
مفتول مسی برای کاربردهای الکتریکی -ویژگی ها طبق استاندارد ملی 3075
مفتول فنر لول نبرای صندلی خودرو طبق استاندارد 4015
مس و آلیاژهای آن -مفتول برای مصارف عمومی طبق استاندارد ملی7887
فراتست عرضه کننده دستگاه های تست
0912-3750274
021-88705040
شرکت فروردین تک ماشین (فراتست) دستگاه تست و آزمون استحکام و مقاومت کششی، فشاری، خمشی، برشی، پارگی، سوراخ شدگی، خردشدگی، ازدیاد طول، میزان انرژی و… برای مواد و محصولات همچون فلزات (ورف، میلگرد، سیم، مفتول، مس، آلومینیوم، قلع، آهن، فولاد، چدن)، پلاستیک ها، لاستیک ها، آلاستومرها، کاغذ- مقوا- کارتن- جعبه- سیم- کابل- هادی- عایق- چرم- چرم مصنوعی- پارچه – نبافته- نخ- الیاف- سرسیم- نوار- نوارچسب- چسب- چسب کاشی- الیاف شیشه- نخ الاستومری- پلیمرهای سلولی- فوم ها- اسفنج ها- سرامیک- کاشی- بطری- بطری پت PET- بطری پلی اتیلنی- درب بطری- PE- HDPE- LDPE- PVC- پی وی سی- تسمه نقاله – لوله- تیوب- نوار تیپ- طناب- تجهیزات پزشکی- کفش- کمربند- تکسچر آنالیزر- بافت سنجی- مواد بهداشتی- آرایشی- ژئوتکستایل- ژئوسینتتک- پلاستیک های تقویت شده با الیاف شیشه- درزگیر-


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}