
دستگاه تعیین استحکام کششی ورق های فولاد کربنی گرم و سرد نوردیده با کیفیت معمولی و کششی با پوشش الکترولیتی فلز روی ( گالوانیزه) طبق استاندارد 13918
ISO 5002:2013
Hot-rolled and cold-reduced electrolytic zinc-coated carbon steel sheet of commercial and drawing qualities
- ISO 6892-1, Metallic materials — Tensile testing — Part 1: Method of test at room temperature
- ISO 7438, Metallic materials — Bend test
- ISO 16160, Hot-rolled steel sheet products — Dimensional and shape tolerances
- ISO 16162, Cold-rolled steel sheet products — Dimensional and shape tolerances
هدف و دامنه کاربرد
۱- ۱هدف از تدوین این استاندارد تعیین مشخصات ورق های فولاد کربنی با کیفیت معمولی و کششی که
بصورت ورقه و کلاف عرضه می شوند و با فلز روی به روش الکترولیتی پوشش داده شده اند می باشد.
ورق های با پوشش الکترولیتی روی با نظر تولید کننده بصورت شکل داده شده ویا قطعا متنوع وبا
آماده سازی شیمیایی مناسب برای رنگ آمیزی می تواند عرضه شود. ضخامت پوشش روی بر حسب میکرون متر
برای هر یک از پوشش های دو طرف مساوی و یا متفاوت در هر طرف و یا برای یک طرف ورق بیان می شود.
این ورق ها عموما با پوششی تولید می شوند که بدون عملیا شیمیایی و رنگ آمیزی برای کاربرد در فضای
خارج ساختمان مناسب نمی باشند. ورق های با پوشش الکترولیتی روی با ضخامت ۰/۳۶میلیمتر و
بیشتر(معمولا تا ۴/۰میلیمتر) و با عرض ۶۰۰میلیمتر و بالاتر بصور کلاف و یا ورقه تولید می شوند. مشخص
شده است که ورق های با ضخامت کمتر از ۰/۳۶میلیمتر و یا بیشتر از ۴/۰میلیمتر می تواند برای پوشش
الکترولیتی روی مناسب باشند و در صورت نیاز می تواند مورد توافق طرفین ذینفع قرار گیرد.
۲- ۱ضخامت ورق های با پوشش روی می تواند بصورت ترکیبی از فلز پایه و پوشش فلزی و یا فقط فلز پایه
بیان شود. مشتری روش مشخص نمودن ضخامت را در سفارش تعیین می نماید. در صورتیکه مشتری روش
ترجیحی (خاصی) را مشخص نکرده باشد، ضخامت بصورت ترکیبی از فلز پایه و پوشش در نظرگرفته می شود.
پیوست الف الزامات مشخص کردن ضخامت بصورت فقط فلز پایه را شرج می دهد.
۳- ۱ورق های پوشش الکترولیتی روی با عرض کمتر از ۶۰۰میلمتر می تواند از ورق های عریض بریده شود و
به عنوان ورق در نظر گرفته خواهد شد.
۴– ۱ورق های با پوشش الکترولیتی روی با کیفیت معمولی ( HRDیا )CR1برای ساخت و ساز عمومی و
استفاده بصورت تخت، خم شده و دیگراشکال مناسب می باشد.
۵- ۱ورق های دارای پوشش الکترولیتی روی با کیفیت کششی HR2,HR3,HR4و یا CCR2,CR3,CR4,CR5
برای کشش و فرم دهی شدید مناسب می باشند. این ورق ها مطابق این استاندارد و یا توافق طرفین تمام کاری،
ساخته می شود و مواردی از محموله که خواص مکانیکی جدول( ۴برای ورق های فولادی گرم نوردیده) و
جدول (برای ورق های سرد نوردیده) برای آنها کاربرد ندارد مشخص می گردد.
کیفیت های کششی بشرج زیر شناسایی می شوند:
HR2/CR2 کیفیت کششی
– HR3/CR3 کیفیت کششی عمیق
– HR4/CR4 کیفیت کششی عمیق و آرام شده با آلومینیوم (به بند ۸-۴مراجعه شود)
-CR5 کیفیت کششی فوق عمیق (پایدار شده و بدون عناصر بین نشین
تعاریف واصطلاحات
در این استاندارد تعاریف و اصطلاحات زیر بکار می رود.
ورق های فولادی با پوشش الکترولیتی روی
این محصول بوسیله رسوب الکترولیتی فلز روی برروی ورق فولادی در خط پوشش روی به منظور تولید
کلاف و یا ورقه ی با پوشش الکترولیتی روی تهیه می شود.
نورد پوسته ای
منظور، فرایند نورد سرد سبک ورق گرم نوردیده پوسته زدایی شده یا ورقه سرد نوردیده و بازپخت شده قبل
از پوشش دهی روی میباشد.
یادآوری– هدف از انجام این کار یکی یا بیشتر از موارد زیراست:
الف- برای به حداقل رساندن موقتی چین خوردگی های عرضی ، کرنش های کششی (خطوط لغزش لودر) و یا شیارزدگی’ درطی
ساخت قطعات پایانی.
ب – به حداقل رساندن چین خوردگی های عرضی
ب – برای کنترل شکل
یادآوری – ۲برخی از افزایش سختی ها و یا کاهش شکل پذیری نتیجه این عمل می باشد.
فولاد پایدار شده بدون عناصر بین نشین ‘
فولادی است با کربن بسیار کم بصورتی که تمام عناصر بین نشین با تیتانیم و/ یا دیگر عناصر معادل ترکیب شده اند.
درجه جانشینی’
فولاد بدون عناصر بین نشین (فولاد Fمی تواند در سفارش با مشخصه کششی CR2درخواست شود، ورق
کششی عمیق CR3یا فولاد آرام ویزه با کیفیت کششی عمیق CR4به شرطی که مشتری از جانشینی و اسناد
مرتبط با کالای واقعی حمل شده آگاه شود.
شرایط ساخت
فولادسازی
فرایند های مورد استفاده در فولاد سازی و تولید ورق های با پوشش الکترولیتی روی (ورق سردنوردیده و
ورق گرم نوردیده)، به صلاح دید تولیدکننده انجام میشود. درصورت تقاضا، خریدار باید از فرآیند مورد استفاده
در فولاد سازی آگاه شود.
ترکیب شیمیایی
ترکیب شیمیایی ( ترکیب شیمیایی مذاب) نباید از مقادیر نشان داده شده در جداول ۲ ، ۱و ۳بیشتر شود:
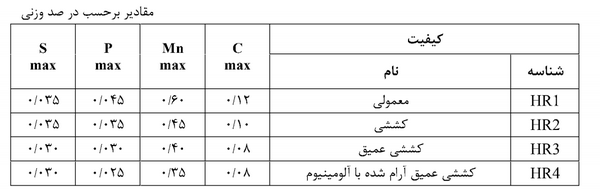
جدول1- ترکیب شیمیایی( ترکیب شیمیایی مذاب)
برای ورق های فولاد کربنی گرم نوردیده با پوشش الکترولیتی روی
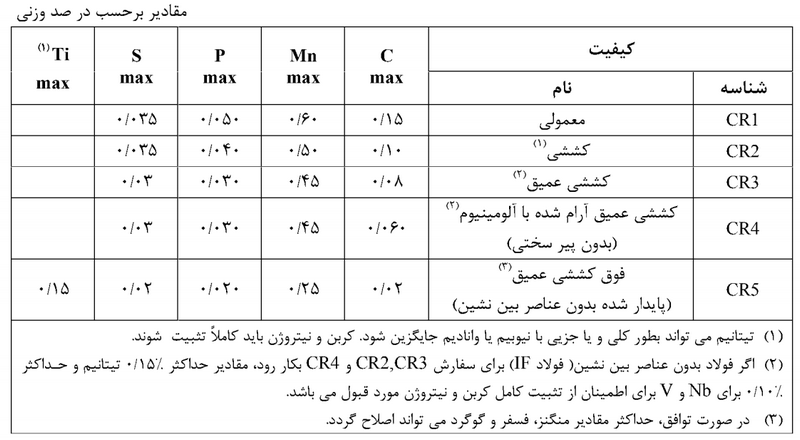
جدول – ۲ترکیب شیمیایی( ترکیب شیمیایی مذاب)
برای ورق های فولاد کربنی سرد نوردیده با پوشش الکترولیتی روی
آنالیز شیمیایی مذاب
به منظور مشخص نمودن تطابق با الزامات داده شده در جداول ۲،۱و ۳باید ترکیب شیمیایی فولاد برای
هر ذوب توسط سازنده تعیین شود. در صورت درخواست در زمان سفارش، این ترکیب شیمیایی برای ارایه به
مشتری و یا نماینده او باید گزارش شود. هریک از عناصر مشروحه در جداول ا و ۲باید در گزارش آنالیز
شیمیایی مذاب آورده شود. اگر یکی یا بیشتر از عناصر جدول ۳نیز خواسته شود ترکیب شیمیایی ان هم باید در
گزارش آورده شود.
آنالیز شیمیایی محصول
ترکیب شیمیایی محصول، ممکن است توسط خریدار به منظور صحهگذاری تعیین مشخصه ترکیب شیمیایی
فولاد نیمه تمام و یا تمام شده و ملاحظه هرگونه نا همگنی عادی گرفته شود. فولادهای آرام نشده (مانند
فولادهای نا آرام و جوشان ) از نظر فنی مناسب تعیین آنالیز شیمیایی محصول نیستند.
برای فولاد های آرام شده، روش نمونه برداری و حدود انحرافات باید مورد توافق تولید کننده و خریدار در
زمان سفارش قرار گیرد. رواداری های ترکیب شیمیایی محصول باید مطابق جدول ۴باشد.
جرم پوشش روی
ضخامت مقدار پوشش بر حسب میکرون متر در هر سطح ورق بیان می شود و باید با الزامات حداقل ضخامت جدول مطابقت داشته باشد.
چسبندگی پوشش
ورق های پوشش داده شده با روی، باید قابلیت خم شدن در هر جهتی مطابق با قطر فک خمش و الزامات کیفیتی جدول ۶را دارا باشند
جدول 5 -پوشش روی برای ورق های گرم نورد شده و سرد کاهش ضخامت یافته با پوشش الکترولیتی روی

جوش پذیری
در صورت انتخاب شرایط مناسب جوشکاری، این محصول برای جوشکاری مناسب است.
کاربرد
به طور معمول مطلوب است که ورق های فولادی با پوشش الکترولیتی روی، با نام آن قطعه یا کاربرد مورد
نظر معرفی شود. ورق فولادی با کیفیت کششی HR2,HR3,HR4و CR2,CR3,CR4,CR5میتواند برای ساخت
قطعه شناخته شدهای که قبلا بین سازنده و خریدار توافق گردیده است، تولید شود. در این حالت نام قطعه،
جزئیات ساخت و الزاما ویزه ( مانند سطح نمایان و غیر نمایان، روباز و یا غیر روباز، بدون کشیدگی های
چ؟ی=الادی و وبزقهای بوشش، ببز باید مشخصی شود در این مورد. خواص مکانیکی جداول ۷یا ۸ کاربرد ندارد.
۰
خواص مکانیکی:
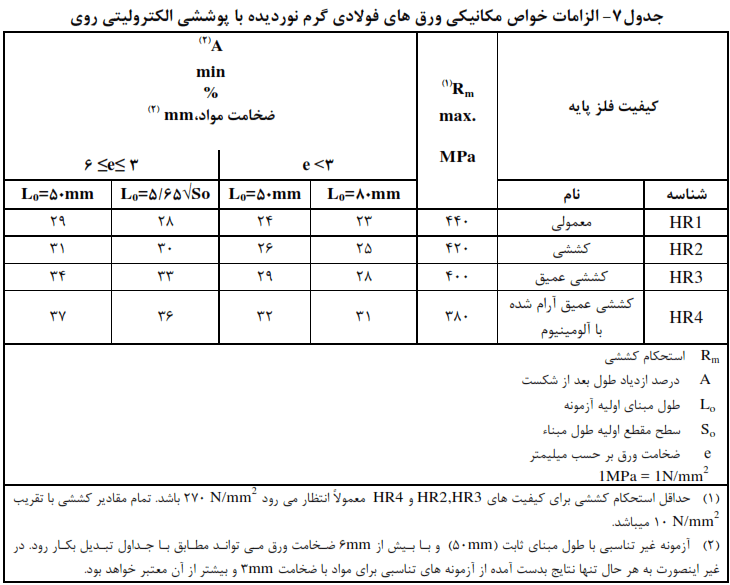
تست و آزمون استحکام کششی طبق استاندارد ملی ایران به شماره 10272 انجام می گیرد
به جز در مواقع سفارش شده در مورد یک قطعه معین ، مطابق با بند 4-6، خواص مکانیکی فولاد، در زمان فولاد سازی و قبل از ارسال، باید مطابق جدول 7 و 8 این استاندارد باشد.
خواص باید بر روی آزمونه هایی که بر اساس الزامات بند 6 آماده شده اسند، تعیین گردد.
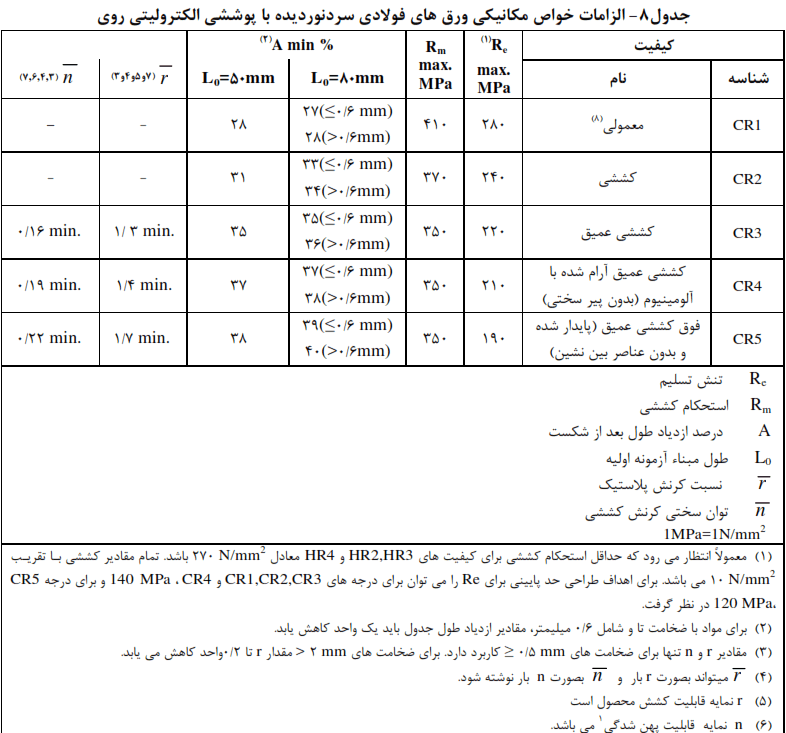
نگهداری درازمدت ورق می تواند باعث تغییر در خواص مکانیکی شود که منحر به کاهش در قابلیت کششی می شود.
برای به حداقل رساندن این اثر کیفیت CR4 یا CR5 باید مشخص گردد.
خواص مندرج در جدول 8 مربوط به محصول بعد از نورد پوسته ای است.
پیرکرنشی
ورق های فولادی با پوشش الکترولیتی روی (بجز CR4و )CR5تمایل به پیرکرنشی دارند که ممکن است
باعث موارد زیر شود:
الف) اثرات پوسته ای ناشی از کشیدگی های کرنشی و یا شیارزدگی در هنگام شکل دادن فولاد،
ب) کاهش انعطاف پذیری.
ورق های فولاد کربنی کاهش ضخامت سرد یافته با پوشش الکترولیتی روی وکیفیت CR4 که نورد پوسته ای
شده اند تحت شرایط خاص ممکن است دچار پیرکرنشی گردند.
پیرکرنشی می تواند در اثر نفوذ اتمهای کربن و نیتروژن موجود در محلول جامد فوق اشباع به محل های
نابجایی ها همراه با تاثیر دما و زمان روی دهد. اضافه نمودن الومینیوم به مقدار کافی باعث حذف نیتروژن از
محلول جامد بصورت ترکیب نیترید آلومینیوم می شود. این ترکیب پیری مرتبط با نیتروژن را در دمای اتاق به
حداقل می رساند و نتایچ کلی نشان می دهد که فولاد های سرد نوردیده که بوسیله آلومینیوم آرام شده اند
عاری از پیری که اساسا مربوط به CR4است می باشد. به هر حال کربنی که معمولا در محلول جامد محصولی
که آهسته سرد شده باقی نمی ماند در فرایند های بازپخت مداوم می تواند باقی بماند. اگر فرآیند بازپخت و
ترکیب شیمیایی بطور مناسبی کنترل نشود، مواد با کربن باقی مانده در محلول جامد بعد از بازپخت مداوم
ممکن است در دمای اتاق واکنش دهد و ایجاد پیری کند و مشکل اشاره شده را بوجود آورد.
تشبیت ترکیب شیمیایی، مانند CR5همینطور کاربرد فرآیند مناسب برای ،CR4می تواند مانع بوجود آمدن
مشکل گردد.
صرفنظر از این عوامل، ضرورت دارد که دوره زمانی بین اخرین مرحله تولید و مصرف آن به حداقل برسد.
گردش انبار بطوریکه مواد قدیمی زودتر استفاده گردند بسیار مهم می باشد. از نگهداری چنین فولاد هایی برای
دوره های زمانی طولانی باید پرهیز شود
نورد پوسته ای بمنظور حذف کشیدگی های کرنشی، درست قبل از مصرف روش مناسبی است. حذف این
کشیدگی های کرنشی برای یک دوره شش ماهه می تواند توسط نورد پوسته ای فولاد پیرنشده حاصل شود. انواع
CR4 و CR5 برای مواردی که باندهای لودر قابل قبول نبوده و نورد پوسته ای نیز ممکن نباشد استفاده
می شوند.
عملیات سطحی محصولات با پوشش الکترولیتی روی
کلیات
الزامات برای محلول های مورد استفاده در عملیات سطحی برای آماده سازی رنگ آمیزی، خنتی نمودن
سطح و یا هردو، باید در هنگام سفارش مورد توافق طرفین ذینفع قرار گیرد و جداول و سیستم های رنگ مورد
نظر متقاضی باید مورد ملاحظه قرار گیرد.
آماده سازی سطح برای رنگ آمیزی
ورق های فولای با پوشش الکترولیتی روی می تواند در کارخانه تولیدی بمنظور آماده شدن برای
رنگ آمیزی بدون عملیات بعدی (بجز تمیزکاری معمول در صورت نیاز) تحت فرایند شیمیایی (مانند فسفاته
کردن و یا روش های دیگر) قرار گیرند.
غیرفعال سازی در کارخانه
یک عملیا شیمیایی معمولا برای کاهش خطر شوره’ (سفیدک) در طی حمل و نقل و انبارداری بر روی فلز
روی انجام می شود. نوع عملیات شیمیایی می تواند مورد توافق تولید کننده و سفارش دهنده قرار گیرد. به هر
حال مشخصات بازدارندگی های این عملیات شیمیایی محدود است و اگر در طی حمل و یا نگهداری مواد تر
شوند باید فورا مورد استفاده قرار گیرند و یا خشک شوند.
روغن اندودن
با روغن اندود نمودن ورق فولادی با پوشش گالوانیزه، می توان خطر شوره (سفیدک) را درحین نگهداری
کاهش داد. درصورتی که برروی ورق با پوشش گالوانیزه عملیات غیرفعال کردن انجام گرفته باشد، روغن اندودن
می تواند احتمال ایجاد شوره (سفیدک) را کاهش دهد.
رنگ آمیزی (رنگ کاری)
ورق فولادی با پوشش گالوانیزه پایه مناسبی برای رنگ می باشد، اما عملیا ابتدایی ممکن است با آنچه
برای ورق فولادی با کربن متوسط بکار می رود متفاوت باشد. زیررنگ ها واسترها، پوشش های تبدیلی شیمیایی
(کروماته، فسفاته یا اکسید) و برخی از رنگ ها با ترکیب ویزه، برای کاربرد مستقیم (بدون واسطه) بر روی سطوح
روی به عنوان عملیات اولیه برای ورق فولادی با پوشش گالوانیزه مناسب می باشد.
درتهیه یا تنظیم جدولی برای رنگ کاری باید به این نکته توجه شود که آیا ورق با پوشش گالوانیزه به صورت
غیرفعال شده سفارش داده می شود یا خیر.
رواداری ابعادی
رواداری های ابعادی مورد کاربرد برای ورق های فولاد کربنی گرم نوردیده کیفیت معمولی و کششی با
پوشش الکترولیتی روی باید مطابق استاندارد ISO 16160با شد. رواداری های ابعادی مورد کاربرد برای
ورق های فولاد کربنی سرد نوردیده کیفیت معمولی و کششی با پوشش الکترولیتی روی باید مطابق استاندارد
. باشدISO 16162
نمونه برداری
نمونه برداری کشش
برای تعیین خواص مکانیکی، یک نمونه برای آزمون خواص کششی مندرج در جداول ۶و ۷از هر بهر تولیدی
ورق باید برداشته شود. یک بهر شامل ۵۰تن و یا کمتر از ورق با مشخصات، شرایط و ضخامت یکسان می باشد.
آزمون های پوشش
جرم پوشش
تولید کننده باید یک الگوی آزمون با دوره زمانی مناسب برای اطمینان از اینکه به قدر کافی مواد با الزامات
ویزگی ها مطابقت دارد ایجاد نماید.
چسبندگی پوشش
یک نمونه برای ازمون خمش و چسبندگی پوشش از هر بهر ورق آماده حمل باید برداشته شود. نمونه های
آزمون خمش پوشش نباید کمتر از ۲۵میلی متر تا لبه ورق فاصله داشته باشد. حداقل عرض برای این نمونه ها
نباید از ۵۰میلی متر کمتر باشد.
روش های آزمون
آزمون کشش
آزمون کشش باید مطابق استاندارد ملی ایران به شماره ۱۰۲۷۲انجام شود. نمونه های عرضی باید از میان
فاصله مرکز تا لبه ورق و درست بعد از مرحله نورد گرفته شوند. ضخامت فلز پایه باید در محاسبه سطح مقطع که
برای آزمون کشش لازم است در نظر گرفته شود. به هر حال برای محاسبه ضخامت فلز پایه دو روش قابل قبول
به شرج زیر وجود دارد:
الف) اندازه گیری مستقیم ضخامت فلز پایه بعد از برداشتن پوشش
ب) محاسبه ضخامت فلز پایه بعد از کسر متوسط ضخامت پوشش متناسب با شناسه مندرج در پیوست الف از
ضخامت واقعی ورق با پوشش
آزمون های پوشش
جرم پوشش
سفارش دهنده می تواند جه تصدیق ازمایش ها یک نمونه به طول ۳۰۰میلی متر در راستای
محور طولی ورق تازه پوشش داده شده و سه نمونه آزمون دیگر یکی از وسط و دوتای دیگر از کناره ورق که بیش
از ۲۵میلی متربه لبه ورق نزدیک نباشد بردارد. حداقل مساحت سه نمونه آزمون باید ۲۰۰۰ mmباشد.
جرم پوشش باید حداقل جرم پوشش بدست آمده از سه نمونه ای که مطابق بند ۱ – ۱ -۲-۷برداشته
شده است در نظر گرفته شود. جرم پوشش روی می تواند از طریق هر روش شناخته شده و قابل قبول شیمیایی
بدست اید.
هنگامیکه سفارش دهند بخواهد ضخامت پوشش را به جرم پوشش ارتباط دهد روش ازمون نقطه ای
می تواند استفاده شود.
نتایچ آزمون نقطه ای باید کمترین نتایچ بدست آمده از سه نمونه آزمونی که مطابق بند ۲-۶برداشته شده
است در نظر گرفته شود. جرم پوشش روی می تواند از طریق هر روش شناخته شده و قابل قبول شیمیایی
بدست اید.
چسبندگی پوشش
ازمون خمش باید مطابق روش مشخص شده در استاندارد ملی ایران به شماره ۱۰۱۶انجام شود. ازمون
خمش برحسب توافق سفارش دهنده و تولید کننده می تواند جایگزین دیگر انواع آزمون شود. معیار قبولی در
ازمون خمش عدم پوسته شدن پوشش می باشد.
آزمون های مجدد
اگر یک آزمون نتایچ مورد نیاز را مطابق الزامات این استاندارد برآورده نکند، دو آزمون دیگر باید بطور
تصادفی برروی همان بهر تولید انجام شود، اگر نتایچ هر دو آزمون مطابق با الزامات این استاندارد بود نمونه قبول
است و اگر یکی مردود شد آن بهر ممکن است مردود باشد.
پذیرش’ مجدد
ممکن است تولید کننده، هر محصولی را که طی بازرسی قبلی به دلیل خصوصیات نامطلوب رد شده است،
پس از قراردادن آنها تحت فرآیندی مناسب، برای پذیرش مجدد، واگذار نماید. در صورت درخواست، هر کدام از
چنین فرآیندهایی به خریدار اعلام خواهد شد. در این حالت، آزمون ها همچنان که برای یک بهر جدید به کار
میرود، انجام میشوند.
تولید کننده حق دارد محصولات رد شده را برای مطابقت با الزامات کیفی دیگر، تحت یک آزمون جدید قرار
دهد.
مهارت ساخت
وضعیت سطح ورق باید همان باشد که معمولا در محصولا گرم نوردیده یا پوسته زدایی شده بدست
میاید. ورقه باید عاری از لایه لایه بودن، ترک های سطحی و دیگر عیوب که مضر برای فرآیندهای بعدی است،
باشد. بدیهی است با توجه به ویزگی کلاف امکان مشاهده و رفع عیوب احتمالی به طور کامل در کلاف وجود
ندارد ولی بهر حال باید کیفیت آن در حد این استاندارد تضمین گردد.
بازرسی و پذیرش
اگرخریدار مشخص کند که لازم است بازرسی و ازمونهایی برای پذیرش، قبل از بارگیری از کارخانه
سازنده انجام شود، تولید کننده باید تسهیلاتی را از قبیل امکان حضور جهت نمونه برداری و طبق توافق برای
بازرس خریدار فراهم کند، تا تعیین شود فولاد مطابق با این استاندارد تهیه شده است یا خیر. فولادی که پس از
ورود به کارخانه استفاده کننده، ناکارآمد و معیوب گزارش می شود، باید کنار گذاشته شده و به طورکامل و به
درستی بمنظور ردیابی، شناسایی و محافظت گردد و به فروشنده باید اطلاع داده شود تا بتواند به نحو مناسبی
آن را مورد بررسی قراردهد.
اندازه کلاف
هنگامی که محصول به صورت کلاف سفارش داده میشود، حداقل قطر داخلی’ کلاف یا محدوده قابل قبول
آن باید مشخص شود. به علاوه، بیشترین قطر خارجی’ و بیشترین وزن قابل قبول کلاف نیز باید مشخص شود.
نشانه گذاری
باید حداقل الزامات زیر برای شناسایی فولاد به طور واضح در بالای هر محموله چاب شود ویابر روی
یک برچسب متصل به هرکلاف یا واحد حمل نشان داده شود، موارد خاص مورد توافق نیز می تواند در
نشانه گذاری درج شود:
الف – نام و نشان تجاری تولید کننده،
ب – شماره این استاندارد ملی( پس از اخذ مجوز از سازمان استاندارد و تحقیقات صنعتی ایران)
ب -شماره شناسه کیفیت
ت – شماره شناسه پوشش
فراتست عرضه کننده دستگاه های تست
0912-3750274
021-88705040


{kind=link}