
دستگاه تست کشش پیچ ها و مهره های فولاد کربنی مورد استفاده در راه آهن- استاندارد 17597
استاندارد مرجع استاندارد ASTM A 183: 2019
هدف و دامنه کاربرد:
هدف از تدوین این استاندارد تعیین ویژگی های پیچ و مهره های فولاد کربنی است که به همراه میله های اتصال به منظور اتصال ریل ها در خطوط راه آهن مورد استفاده قرار می گیرند.
دو رده پیچ در این استاندارد مطرح شده است:
رده 1، کم کربن یا فولاد نرم ، به طور عمده برای استفاده روی پیچ های راه آهن رده 1
رده 2، کربن متوسط برای کاربردهای عمومی روی پیچ های راه آهن
این استاندارد برای پیچ ها و مهره های مورد استفاده در خطوط راه آهن کاربرد دارد.
مراجع:
ASTM F 606, Standard Test Methods for Determining the Mechanical Properties of
Externally and Internally Threaded Fasteners, Washers, Direct Tension Indicators, and Rivets
ANSI B1.1, Unified screw threads
ANSI B18.10, Track bolts and nuts
American Railway Engineering and Maintenance-of-Way Association Manual, Design
of track bolts and nuts, Chapter 4, Part 1
آزمون های کششی
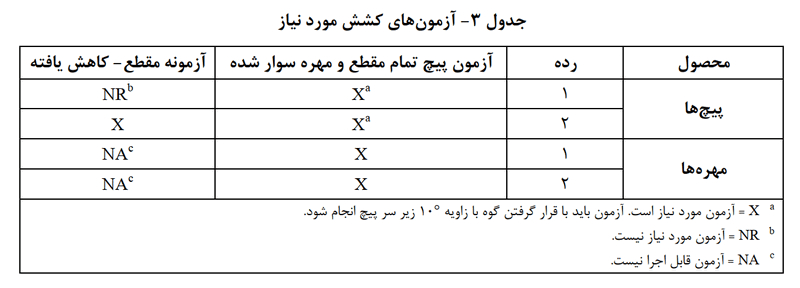
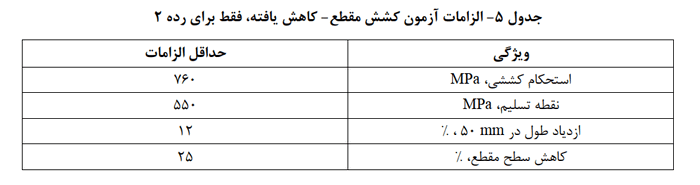
نتایج آزمون کشش روی پیچ تمام مقطع و مهره سوار شده روی آن با روی آزمونه ای که از یک پیچ نهای ماشین کاری شده است، مطابق جدول 3، باید مطابق با الزامات مربوطه مشخص شده در جدول 4 یا جدول 5 باشد.
آزمون های کشش روی پیچ تمام مقطع و پیچ با مقطع کاهش یافته، باید مطابق استاندارد ASTM F606 انجام شوند.
مهره ها باید با سوار شدن روی پیچ با رده مناسب و مطابق با روش شرح داده شده برای پیچ های تمام مقطع در استاندارد ASTM F606 مورد آزمون قرار گیرند.
مجموعه سوار شده پیچ – مهره باید قبل از شکست، قادر به تحمل بار مشخص شده در جدول 4 باشد.
مهره ها باید با سوارشدن روی پیچ با رده مناسب و مطابق با روش شرح داده شده برای پیچ های تمام مقطع در استاندارد ASTM F606 مورد آزمون قرار گیرند.
تعداد آزمونها
پيچهاي رده 1
از هر بهر پیچ باید یک آزمون کشش تمام مقطع توسط تولیدکننده انجام شود. ار بهر نباید شامل بیش از یک ذوب فولاد یا بیشتر از 9700 kgباشد.
پيچهاي رده 2
از هر بهر پیچ باید یک آزمون کشش تمام مقطع و یک آزمون کشش مقطع کاهش یافته توسط تولیدکننده انجام شود. هر بهر نباید شامل بیشتر از یک ذوب فولاد باشد. همچنین یک بهر پیچ باید طی یک عملیات حرارتی تک بار یا تحت یک شرایط یکسان طی عملیات حرارتی پیوسته و در یک بار کوره، عملیات حرارتی شود. وزن یک بهر نباید بیشتر از 9700 kgباشد
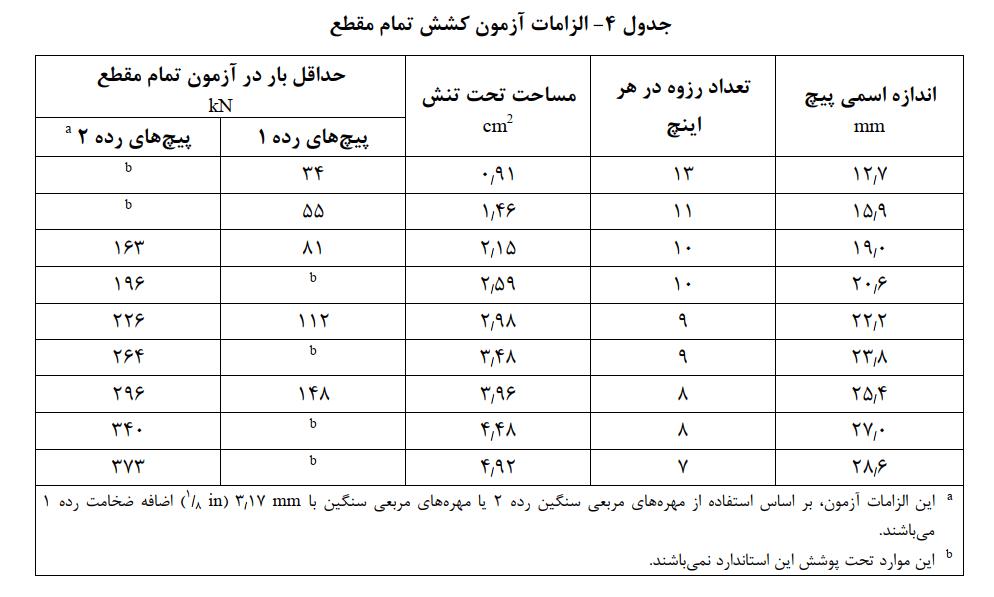
مجموعه سوار شده پیچ-مهره باید قبل از شکست، قادر به تحمل حداقل بار مشخص شده در جدول 4 باشد.
آزمونهاي مجدد
پيچهاي رده 1
درصورتیکه نتیجه آزمون کشش تمام مقطع هر یک از بهرها، الزامات مشخص شده را تأمین نکند، دو پیچ از
همان بهر باید برای آزمون کشش انتخاب شوند. چنانچه نتایج ار دو آزمون، مطابق الزامات مشخص شده
باشد، بهر باید مورد پذیرش قرار گیرد.
پيچهاي رده 2
درصورتیکه نتیجه آزمون کشش تمام مقطع یا آزمون کشش مقطع کاهش یافته هر یک از بهرها، الزامات
مشخص شده را تأمین نکند، تولیدکننده مجاز است حداکثر دوبار چنین بهر را عملیات حرارتی کند که در
این حالت، دو آزمون کشش تمام مقطع و دو آزمون کشش مقطع کاهش یافته دیگر باید از بهر که مجدداً
تحت عملیات قرار گرفته، انجام شود. چنانچه تمام نتایج آزمونهای مجدد، مطابق الزامات مشخص شده
باشد، بهر باید مورد پذیرش قرار گیرد.
درصورتیکه درصد ازدیاد طول هر آزمونه مقطع کاهش یافته، کمتر از مقدار مشخص شده باشد و
هر قسمتی از شکست، بیشتر از 19 mmنسبت به مرکز طول سنجه قرار داشته باشد، انجام یک آزمون
مجدد باید مجاز باشد.
درصورتیکه طی آزمون کشش تمام مقطع، عیبی در پیچ یا مهره تشخیص داده شود که امکان
دستیابی به الزامات آزمون را از بین میبرد، تولیدکننده باید برای حذف قطعه معیوب، مجاز به دسته بندی یا
هرگونه تثبیت مجدد شرایط باشد. سپس آزمون باید تکرار شود.
ابعاد و تغييرات مجاز
پیچ های راه آهن تولید شده مطاب با این استاندارد، ممک است دارای گردن بیضو ییا سهموی باشند.
مهرها ممکن است مربعی یا مربعی سنگین، با پخ 25 درجه یا مربعی سنگین با پخ 60 درجه باشند.
پیچ ها و مهرها باید مطاب با طراحی ها و ابعاد اسمی مشخص شده توسط خریدار در سفارش یا قرارداد
بوده و از رواداری ها و تغییرات تعیی شده در استاندارد ANSI B18.10 پیروی کنند.
رزوه ها و انطباق رزوه
رزوه ها و انطباق رزوه پیچ ها و مهرهها برا انطباق آزاد یا انطباق با چرخش آچار ،بسته به نوع
مشخص شده توسط خریدار در سفارش یا قرارداد، باید مطابق استاندارد ANSI B18.10باشد. به غیر از
موارد که انطباق با چرخش آچار در سفارش یا قرارداد مشخص شده است، این استاندارد قید میکند که در
انگام عرضه به مشتری ، رزوه باید با انطباق آزاد باشد.
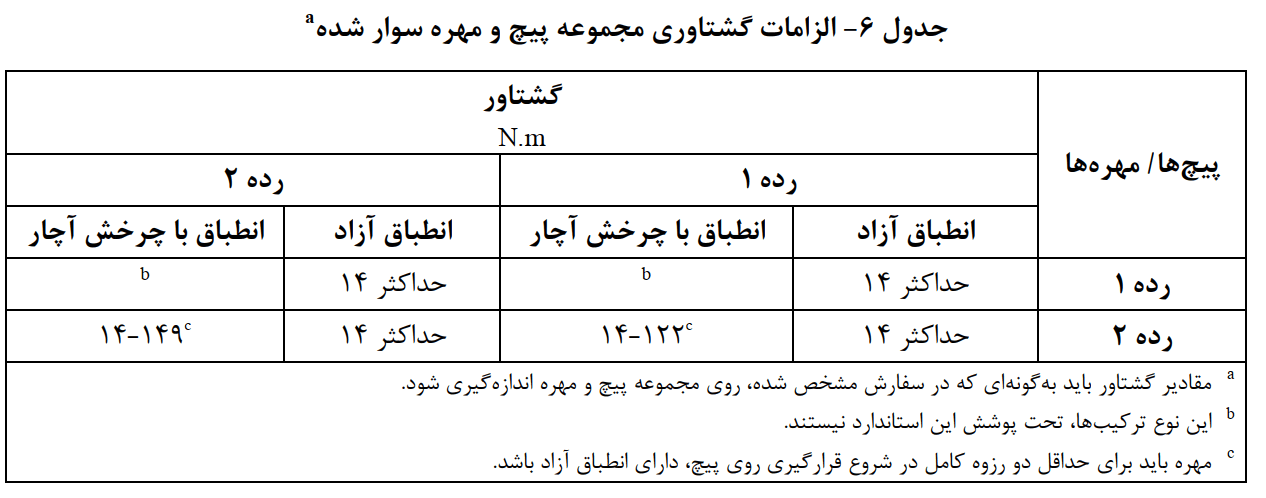
گشتاور مورد نیاز برای سوار کردن مهره رو پیچ برای تأمین الزامات انطباق آزاد یا انطباق با چرخش آچار، باید مطاب جدول 6باشد.
انطباق با چرخش آچار
مهره باید برا حداق دو رزوه در شروع قرارگیر رو پیچ، دارا انطباق آزاد باشد. پس از درگیر شدن
مهره رو پیچ به اندازه ضخامت مهره بهعحوه دو رزوه، گشتاور باید در محدوده حداق و حداکثر تعیی شده
قرار گیرد. طی درگیر شدن مهره در باقیمانده طو رزوه، مقدار گشتاور نباید از حداکثر مقدار مشخص شده،
تجاوز کند.
گواهینامه
درصورتیکه در سفارش خرید یا قرارداد مشخص شده باشد، تولیدکننده باید گواهی مبنی بر مطابقت
تولید و آزمونهای انجام شده با این استاندارد و تامین الزامات آن را به خریدار تحویل دهد.
درصورتیکه در سفارش خرید یا قرارداد مشخص شده باشد، گزارشی از نتایچ آزمونهای شیمیایی و
مکانیکی باید به خریدار تحویل داده شود.
گزارش آزمون، گواهی بازرسی یا مدارک مشابه دیگر چاب شده یا بهصورت الکترونیکی در سامانه
تبادل الکترونیکی دادهها ‘)EDDباید از نظر اعتبار، معادل نسخه چاب شده در سازمان تایید کننده در نظر
گرفته شوند. محتوای مدرک ارسال شده بهوسیله سامانه ، EDIباید مطابق با الزامات استاندارد(های) مورد
درخواست و هرگونه EDIموجود مورد توافق خریدار و عرضه کننده باشد.
علیرغم عدم نیاز به وجود امضا، سازمان ارسال کننده مدرک بهصورت چاپی (گزارش آزمون، گواهی
بازرسی یا مدارک مشابه دیگر) یا ارسال از طریق سامانه ، EDIمسئول محتوای آن است.
نشانه گذاری محصول
سر پیچها باید با نمادی که نشاندهنده تولیدکننده باشد، نشانهگذاری شوند. با نظر تولیدکننده، این
نماد ممکن است با ایجاد برجستگی یا فرورفتگی بهدست آید. تولیدکننده مجاز است که نشانههای اضافی
دیگری برای استفاده خود ایجاد کند.سر پیچهای رده ۲باید با نمادی نشانهگذاری شود که نشان دهد این پیچها تحت عملیات حرارتی
قرار گرفته اند.
بسته بندی و نشانه گذاری بسته
پیش از بستهبندی مجموعههای منطبق شده با آچارا، مهرهها باید به اندازه کافی روی پیچها سوار
شوند، بهطوری که بتوانند تا زمان استفاده سر جای خود باقی بمانند.
بهغیر از موارد مشخص شده، مهرههای مورد نظر برای مجموعههای منطبق شده آزاد’ باید بهطور
جداگانه در کنار پیچها درون محفظه حمل قرار گیرند.
تمام محفظههای حمل باید توسط تولیدکننده نشانهگذاری شوند. این نشانهگذاری باید شامل نام
تولیدکننده، اندازه (قطر و طول) پیچها، نوع و وزن محتوی محفله حمل باشد
فراتست عرضه کننده دستگاه های تست
0912-3750274
021-88705040


{kind=link}