
دستگاه تست فولادهای ساختمانی طبق استاندارد 1600
فهرست مطالب
استاندارد فولادهاي ساختماني ـ اصول كلي
هدف و دامنه كاربرد
درجه و نوع فولادهاي ساختماني
ويژگيها
شرايط عرضه
كنترل مرغوبيت
آزمونها
عرضه مجدد
آزمونهاي غير تخريبي
نشانهگذاري
پيشگفتار
استاندارد فولادهاي ساختماني كه بوسيله كميسيون استانداردهاي فولاد تهيه و تدوين شده , در نهمين جلسه كميته ملي صنايع مكانيكي و فلزشناسي مورخ 2534/12/2 تصويب گرديد . پس از تأئيد شوراي عالي استاندارد و باستناد ماده يك (( قانون مواد الحاقي به قانون تأسيس مؤسسه استاندارد و تحقيقات صنعتي ايران مصوب آذر ماه 1349)) بعنوان استاندارد رسمي ايران منتشر ميگردد .
براي حفظ همگامي و همآهنگي با پيشرفتهاي ملي و جهاني صنايع و علوم استانداردهاي ايران در مواقع لزوم و يا در فواصل معين مورد تجديدنظر قرار خواهند گرفت و هرگونه پيشنهادي كه براي اصلاح يا تكميل اين استانداردها برسد در هنگام تجديدنظر در كميسيون فني مربوط مورد توجه واقع خواهد شد .
بنابراين براي مراجعه به استانداردهاي ايران بايد همواره از آخرين چاپ و تجديدنظر آنها استفاده نمود .
در تهيه اين استاندارد سعي بر آن بوده است كه با توجه به نيازمنديهاي خاص ايران حتيالمقدور ميان روشهاي معمول در اين كشور و استاندارد و روشهاي متداول در كشورهاي ديگر همآهنگي ايجاد شود .
لذا با بررسي امكانات و مهارتهاي موجود و اجراي آزمايشهاي لازم استاندارد حاضر با استفاده از منابع زير تهيه گرديد :
ISO 630 – 1975
ISO / R 1052 – 1969
DIN 17100 – 1966
استاندارد فولادهاي ساختماني ـ اصول كلي
1 ـ هدف و دامنه كاربرد
هدف از تدوين اين استاندارد بيان درجه و نوع , ويژگيها , شرايط عرضه , كنترل مرغوبيت و نشانهگذاري فولادهائي است كه معمولا به همان صورتي كه عرضه ميگردند براي ساختن اسكلت فلزي ساختمانها بكار برده ميشوند .
اتصال قطعات اين فولادها به يكديگر بوسيله پيچ و مهره , ميخ پرچ و يا جوشكاري انجام ميگيرد . فرآوردههاي گرم نورديدهاي كه اين استاندارد شامل آنها ميشود عبارتند از :
صفحات 1 فولادي به ضخامت 6 ميليمتر يا بيشتر , تسمههاي 2 عريض فولادي بعرض 600 ميليمتر يا بيشتر , فرآوردههاي تخت 3 فولادي , ميلهها 4, پروفيلهاي نورد شده 5 و توخالي .6
اين استاندارد شامل فولادهاي زير نميگردد .
ـ فولادهائي كه براي ساختن ديگهاي بخار و مخازن تحت فشار بكار ميروند .
ـ صفحاتي كه در حين شكلگيري تحت نيروي كششي قرار ميگيرند .
ـ فولادهاي ساختماني كه ميتوانند عمليات حرارتي را پذيرا شوند .
ـ ميل گردهائي كه به مصرف بتون آرمه ميرسند ( آرماتورها .)
2 ـ درجه و نوع فولادهاي ساختماني
در اين استاندارد طبقهبندي فولادهاي ساختماني برحسب درجه و نوع آنها صورت ميگيرد . درجه فولاد به وسيله كلمه فولاد و عددي كه نماينده حداقل تاب كششي آن ميباشد مشخص ميگردد . براي انواع فولاد , حروف الفباي فارسي بصورت الف , ب , ج و د در نظر ميگيرند كه مفهوم آنها از نظر كيفيت بقرار زير است :
الف : فولاد جوشان .
ب : فولاد نيمه آرام .
ج : فولاد آرام .
د : فولاد كاملا آرام ( دانه ريز .)
در جدول زير درجه و نوع فولادهائي كه در اين استاندارد مورد بحث قرار ميگيرند با علامت * نشان داده شده است .
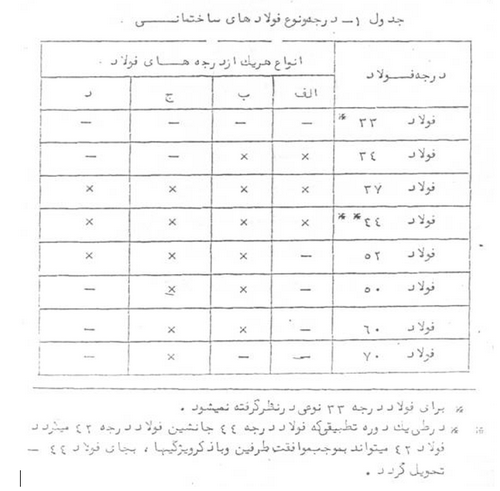
فولادهاي نوع الف بصورت فولادهاي جوشان و فولادهاي نوع ب كه مرغوبتر از فولادهاي نوع الف ولي بخوبي فولادهاي نوع ج و د نيستند ميتوانند بصورت فولادهاي جوشان و يا فولادهاي غيرجوشان ( نيمه آرام ) باشند .
فولادهاي نوع ج و د هميشه بصورت فولادهاي غيرجوشان ( نيمه آرام يا آرام ) ميباشند . فولادهاي نوع د معمولا دانه ريز هستند .
3 ـ ويژگيها
3-1- تركيب شيميائي :
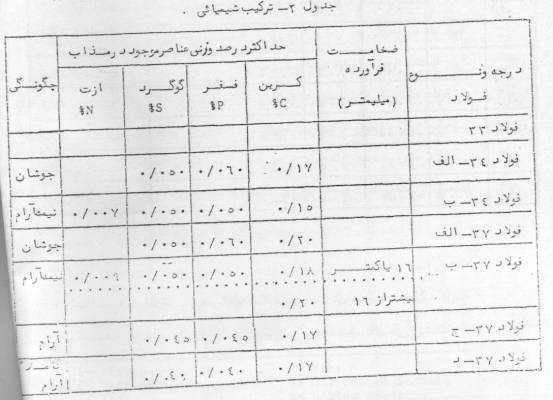
3-1-1- تجزيه مذاب : تركيب شيميائي نمونههائي كه در حين ريختن مذاب برداشته ميشوند در جدول 2 داده شده است . اين ارقام مربوط به حداكثر درصد وزني عناصر موجود در مذاب ميباشند .
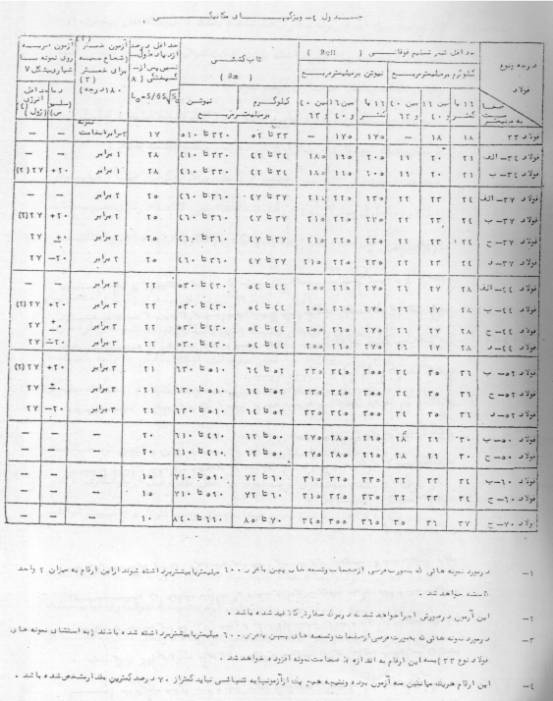
3-2- ويژگيهاي مكانيكي :
در جدول 4 ويژگيهاي مكانيكي انواع فولادهاي مشمول اين استاندارد نشان داده شده است . براي تعيين اين ويژگيها از نمونههائي كه بموجب بند 4-4- انتخاب ميشوند استفاده ميگردد . ويژگيهاي مكانيكي فرآوردههاي ضخيمتر از 63 ميليمتر مطابق قرارداد بين طرفين خواهد بود .
3-1-1-1- در فولادهائي كه بوسيله آلومينيوم آرام شدهاند , مقدار ازت ميتواند حداكثر تا 0/015 درصد برسد . مقدار ازت در صورتي مورد بررسي قرار ميگيرد كه در برگ سفارش كالا قيد شده باشد .
3-1-1-2- در فولادهاي درجه 52 مقدار منگنز و سيليسيوم در مذاب نبايد بترتيب از 1/60 درصد و 0/55 درصد تجاوز نمايد .
3-1-1-3- فولادهاي كاملا آرام بايد حاوي مقدار قابل توجهي از عناصري باشند كه توليد ساختماني با دانههاي ريز مينمايند . مثلا مقدار كل آلومينيوم بيش از 0/02 درصد باشد .
3-1-2- تجزيه فرآورده : ممكن است تجزيه فرآورده مورد درخواست سفارش دهنده قرار گيرد , در اين صورت بايد موضوع در برگ سفارش كالا قيد گردد .
جدول 3 حداكثر انحراف قابل قبول تجزيه فرآورده را نسبت به تجزيه مذاب كه در جدول 2 بيان شده است نشان ميدهد .
4 ـ شرايط عرضه
معمولا فرآوردهها به همان صورتيكه نورد شدهاند عرضه ميگردند اما ميتوان شرايط ديگري براي تحويل فرآورده در برگ سفارش كالا ذكر نمود . در هر صورت فرآوردههاي تحت فولادي درجه د كه در بند 4-4-1 تعريف شدهاند بايد بصورت نرماله شده يا حالت مشابه آن يعني نورد كنترل شده تحويل گردند مگر آنكه شرائط ويژهاي در برگه سفارش قيد شده باشد .
4-1 چونگي سطح ظاهري :
مرغوبيت سطح فرآوردهها بايد با روش نورد مربوطه مطابقت داشته باشد .
4-2 عيوب و برطرف كردن آنها :
فرآوردهها نبايد عيوبي كه باعث ايجاد خساراتي در عمليات بعدي و كاربرد نهائي آنها گردد داشته باشند .
4-2-1 در صورتيكه عيوب جزئي باشند , توليد كننده ميتواند آنها را بروش سنگزني از بين ببرد بشرط آنكه كاهش ضخامت فرآورده در محل معيوب بيش از 7 درصد ضخامت اسمي آن نشود و در هر صورت از 3 ميليمتر تجاوز ننمايد .
4-2-2- اگر شرايط ويژهاي در برگ سفارش قيد نشده باشد , عيوبيكه عمق بيشتري از حدود ذكر شده در بند قبلي داشته باشند تحت شرايط محدود زير ميتوان آنها را برطرف كرد و با عمل جوشكاري ترميم نمود :
الف ـ جمع سطوح سنگزده شده و يا برداشته شده از هر قطعه نبايد , قبل از مرمت بوسيله جوشكاري , بيش از 2 درصد تمام سطح قطعه باشد .
ب ـ ضخامت قسمت برداشته شده قطعه , بمنظور برطرف كردن عيب , نبايد قبل از جوشكاري بيش از 20 درصد ضخامت اسمي قطعه در محل معيوب باشد در هر صورت عمق حفره قبل از مرمت بوسيله جوشكاري نبايد در هيچ حالتي بيش از 30 ميليمتر باشد .
ج ـ عيوب بالهاي نبشي , تيرآهن , ناوداني و يك ترك لبهدار (Z,) همچنين جان و بالهاي سپري را ميتوان با سنگ زدن يا كندن توسط شعله برطرف كرد و بكمك جوشكاري مرمت نمود . عمق حفره قبل از جوشكاري , از لبه بال به داخل , محدود بضخامت فرآورده در زير حفره و حداكثر تا 13 ميليمتر خواهد بود .
دـ عيوب لبههاي صفحات را ميتوان با كندن , سنگ زدن يا كندن توسط شعله برطرف كرد و بكمك جوشكاري مرمت نمود . عمق حفره قبل از جوشكاري , در جهت لبه به داخل , محدود به ضخامت ورق و حداكثر تا 25 ميليمتر خواهد بود .
ه كاهش قطر ميل گرد و ابعاد مقطع چهار گوش و شش گوش و يا كاهش ضخامت تسمهها در نتيجه برطرف كردن عيوب قبل از مرمت بكمك جوشكاري نبايد از 15 درصد ابعاد اسمي مقطع و يا ضخامت فرآورده در محل معيوب تجاوز نمايد .
وـ عمق حفره ايجاد شده براي برطرف كردن عيب لبه تسمه در جهت لبه بداخل قبل از مرمت بكمك جوشكاري بايد محدود به رقمي از دو رقم زير كه كوچكتر است باشد : اندازه ضخامت تسمه و يا 13 ميليمتر .
زـ عمليات جوشكاري بايد بوسيله جوشكاران ورزيده و با استفاده از الكترودهاي مناسب فرآورده مرمت شدني انجام گيرد .
ج ـ توليد كننده موظف است روش جوشكاري متناسب براي مرمت فرآورده را مشخص نموده و اجرا نمايد .
4-3 كيفيت مرمت :
جوشها و منطقه حرارت ديده اطراف جوش بايد كاملا پاك و عاري از شكاف باشد . فلزجوش در لحظه جوشكاري بايد كاملا ذوب شده باشد تا تمام سطح و لبه محل معيوب را بپوشاند بدون آنكه برآمدگي يا حفرهاي ايجاد گردد . شكافهائي موئي , تخلخل و يا مكهاي كوچك ايجاد شده در هر لايه جوشكاري را بايد قبل از شروع لايه بعدي از بين برد . در پايان عمل جوشكاري , سطح جوش بايد حداقل 2 ميليمتر بالاتر از سطح نورد شده فرآورده باشد . اختلاف سطح مذكور بايستي توسط سنگزدن و يا روش مشابه برطرف گردد تا سطح صاف و يكنواختي بدست آيد .
4-3-1- توليد كننده بايد در حين كنترل و نظارت بر عمليات مرمت , نكات زير را مورد توجه قرار دهيد :
الف : عيوب كاملا ” از بين بروند .
ب : شرايط ذكر شده در بند 4-3- رعايت گردند .
ج : روشهاي جوشكاري تعيين شده كاملا ” اجرا شوند .
د : مرغوبيت مصالح جوش قابل قبول باشد .
4-3-2- اگر ترميم بكمك جوشكاري روي فرآورده نرماله شده انجام گيرد , بايد آنرا مجددا نرماله نمود . بعد از اين عمل نيازي به تكرار آزمونها نخواهد بود . اگر ترميم بكمك جوشكاري روي صفحات گرم نور ديده خام صورت گرفته باشد ممكنست لازم شود فرآورده را نرماله نمود و يا تنشهاي دروني آنرا از بين برد .
5 ـ كنترل مرغوبيت
فرآوردههاي گرم نورديدهاي را كه اين استاندارد در برميگيرد بايد از نظر تركيب شيميائي ( جدول 2) و ويژگيهاي مكانيكي ( جدول 4) تحت كنترل قرارداد . معمولا اين كنترل براي فولاد درجه 33 صورت نميگيرد .
بررسي تجزيه شيميائي فرآورده ( بند 3-1-2)- و آزمون ضربه در دماي اتاق ( براي فولادهاي جوشان ) نيز در صورتي انجام ميگيرد كه در برگ سفارش كالا قيد شده باشد .
5-1- نمونهبرداري بمنظور كنترل مرغوبيت :
اگر موضوع كنترل در برگ سفارش كالا قيد شده باشد , گروهبندي فرآورده بمنظور انتخاب نمونه بصورت زير خواهد بود :
الف ـ بر حسب بهر 7 : كه در آنصورت از درجات الف و ب هر يك از انواع فولادها نمونهبرداري خواهد شد ( مشخصات بهر بايد در برگ سفارش كالا قيد شده باشد .)
ب ـ برحسب ريختن : كه در آنصورت از تمام انواع فولاد نمونهبرداري خواهد شد .
وزن واحدهائيكه بايد از آنها نمونهبرداري بعمل آيد بشرح زير خواهد بود :
ـ 20 تن يا كسري از آن در صورتيكه گروهبندي بر حسب بهر انجام گرفته باشد .
ـ 40 تن يا كسري از آن در صورتيكه گروهبندي بر حسب ريختن شده باشد . تنها در مورد تسمههاي عريض هم نوع و هم درجه كه آنها بيك اندازه و در شرايط مساوي نورد شده باشند , وزن واحدي , نمونهبرداري خواهد شد ميتواند 50 تن يا كسري از آن باشد .
5-2- تعداد و نوع آزمونها :
بر حسب واحدهائيكه از آنها نمونهبرداري بعمل آمده و يا بر حسب آنكه ضخامت فرآوردهها درچه ردهاي قرار داشته باشد ( جدول 3) يك سري آزمون بشرح زير روي نمونهها انجام خواهد گرفت :
ـ يك آزمون كشش ( به موجب بند 5-3-1- ميتوان 2 آزمون كشش هم انجام داد .)
ـ سه آزمون ضربه در 20- زينه سلسيوس روي فولادهاي نوع د .
در صورتيكه در برگ سفارش كالا قيد شده باشد :
ـ يك آزمون تجزيه شيميائي فرآورده .
ـ يك آزمون خمش ( در مورد پروفيلهاي توخالي با اندازههاي 410 ميليمتر يا بيشتر , آزمون تخت كردن جايگزين اين آزمون خواهد شد .)
ـ سه آزمون ضربه در دماي اتاق روي فولادهاي نوع ب .
5-3- انتخاب نمونه جهت آزمونها :
سفارش دهنده يا نماينده او ميتواند در هنگام نورد قطعاتي را انتخاب نموده و بخواهد تا نمونههائي را كه بمنظور بررسي ويژگيهاي فرآورده مورد استفاده قرار ميگيرند از اين قطعات تهيه گردند .
در صورتيكه از طرف سفارش دهنده پيشنهادي داده نشود اين كار بشرح زير انجام خواهد شد .
5-3-1- براي آزمون كشش : هرگاه اختلاف ضخامت فرآوردههائيكه از مجموعه آنها بايد نمونهبرداري بعمل آيد از 10 ميليمتر تجاوز نكند , فقط از فرآوردهاي كه ضخامت متوسطي داشته باشد يك سري نمونه برداشته خواهد شد و در صورتيكه اختلاف ضخامت فرآوردهها از 10 ميليمتر بيشتر باشد يك سري نمونه از ضخيمترين فرآورده و يك سري نمونه از نازكترين فرآورده برداشته خواهد شد .
5-3-2- براي آزمون ضربه : نمونه بايد از ضخيمترين فرآورده برداشته شود . در مورد فولادهاي نوع د در صورتيكه در برگ سفارش كالا قيد شده باشد , ميتوان از هر فرآورده نمونهاي برداشت نمود .
5-4- محل و جهت نمونهبرداري از قطعات :
5-4-1- صفحات , تسمههاي پهن و فرآوردههاي تخت با عرض 600 ميليمتر يا بيشتر : نمونهبرداري بايد بنحوي صورت گيرد كه محور نمونه در وسط فاصله بين خط مركزي نورد و لبه فرآورده نور ديده باشد ( شكل 6- الف .)
5-4-1-1- محور طولي نمونههاي آزمونهاي كشش و خمش بايد عمود بر جهت نورد باشد ( شكل 6 ـ الف )
5-4-1-2- محور طولي نمونه آزمون ضربه بايستي حتما موازي با جهت نورد باشد ( شكل 6 ـ ب .)
5-4-2- پروفيلها و فرآوردههاي تخت با عرض كمتر از 600 ميليمتر : محور طولي نمونهها بايد موازي با جهت نورد باشد . در مورد فرآوردههائيكه عرض آنها بين 450 و 600 ميليمتر باشد , در صورت توافق , ميتوان از نمونههاي عرضي استفاده نمود .
نمونهبرداري بايد بنحوي صورت گيرد كه , در مورد تيرآهن ( شكل 5) محور نمونه در فاصله از لبه يعني در فاصله بين لبه تا نصف بال , در مورد ساير پروفيلها ( شكلهاي 1 تا 4) در فاصله از لبه يعني در فاصله بين لبه تا انتهاي بال و در مورد پروفيلهاي ظريف در نزديكترين فاصله باين موقعيت واقع شده باشد ( به راهنماي پيوست مراجعه شود .) اگر هنگام سفارش توافق شده باشد , ميتوان نمونه را از فاصله جان فرآورده برداشت نمود .
5-4-3- ميل گردها , چهار گوشها , شش گوشها , فرآوردههاي تخت و ساير فرآوردههاي مشابه : محور طولي نمونهها بايد موازي با جهت نورد باشد , در مورد فرآوردههاي ظريف ميتوان قطعهاي از طول آنها را بعنوان نمونه انتخاب نمود . نمونهبرداري از فرآوردههاي منشوري شكل ( شكل 7) بايد بنحوي صورت گيرد كه محور نمونه در فاصله از نصف عرض و يا از قطر مقطع فرآورده ( البته نسبت به كناره آن ) واقع شده باشد . در مورد فرآوردههاي استوانهاي شكل ( شكل 7) و شش گوش , عمل نمونهبرداري بايد بنحوي انجام گيرد كه محور نمونه در فاصله از شعاع و يا از نصف قطر فرآورده ( البته نسبت به سطح آن ) قرار گرفته باشد .
5-4-4- پروفيلهاي تو خالي : محور طولي نمونهها بايد موازي با جهت نورد باشد . در مورد پروفيلهاي ظريف ميتوان قطعهاي از طول فرآورده را بعنوان نمونه آزمودني انتخاب كرد و براي انجام آزمون كشش , در صورت لزوم دو سر آن را پخ نموده تا اتصال نمونه به فكهاي ماشين آزمون كشش آسان باشد . در مورد پروفيلهاي توخالي گرد , نمونه طولي را ميتوان از هر نقطهاي در طول فرآورده انتخاب نمود . از پروفيلهاي توخالي چهار گوش و مستطيل ( شكل 8) بايد بنحوي نمونهبرداري نمود كه محور نمونه در فاصله بين دو گوشه در طول فرآورده قرار گيرد . در مورد پروفيلهاي توخالي درز جوش , نمونه طولي را بايد از منطقهاي خارج از محل جوشكاري شده برداشت نمود .
6 ـ آزمونها
6-1- آزمون كشش ( برابر استاندارد شماره 1018 ايران ” آزمون كشش فولاد :)” نمونهايكه براي آزمون كشش بكار ميرود بايد به شكل استوانهاي يا غير استوانهاي بوده و طول مؤثر ابتدائي آن مطابق رابطه زير باشد :
عرض قسمت طول مؤثر نمونه غير استوانه با سطح مقطع مستطيل بايد حداكثر 40 ميليمتر و ضخامت آن معادل ضخامت فرآورده باشد . در صورتيكه ضخامت فرآورده از 30 ميليمتر تجاوز نمايد ميتوان با صافكاري يا تراش كاري يك سطح نمونه ضخامت آنرا به 30 ميليمتر كاهش داد .
به موجب قرارداد قبلي بين طرفين , ميتوان نمونههاي استوانهاي شكلي از فرآوردههاي ضخيمتر از 30 ميليمتر تهيه نمود . قطر مقطع طول مؤثر ابتدائي اين نمونهها ميتواند بين 10 تا 30 ميليمتر باشد و طول مؤثر ابتدائي آنها از روي رابطه فوق محاسبه خواهد شد . با توجه به جدولهاي تبديل كه در استاندارد شماره 2566 سازمان بينالمللي استاندارد آمده است ميتوان نمونههاي غيرمتناسب با طول مؤثر ابتدائي ثابت مثلا 200 ميليمتر بكار برد ولي با وجود اين اگر اختلافي پيش آيد , تنها نتايج حاصل از نمونههاي متناسب ملاك عمل خواهد بود .
تنش تسليمي كه در جدول 4 مشخص شده است تنش تسليم فوقاني ReH ميباشد . اگر استثنا در فرآوردهاي پديده تسليم مشاهده نشد ميتوان همراه اين ارقام تنش حد ارتجاعي قراردادي 0/2 درصد را براي ازدياد طول غيرمتناسب و تنش حد ارتجاعي قراردادي 0/5 درصد را براي ازدياد طول مجموع مشخص نمود .
بموجب قرارداد بين طرفين , ميتوان تنش تسليم تحتاني (Rel) را بجاي تنش تسليم فوقاني در نظر گرفت . در اينصورت ارقام داده شده در جدول 4 را بايد به اندازه 20 نيوتن بر ميليمتر مربع كاهش داد .
6-2- آزمون خمش ( برابر استاندارد شماره 1016 ايران ” آزمون خمش فولاد :)”
مقطع نمونهايكه براي آزمون خمش بكار ميرود بايد مستطيلي شكل و عرض نمونه 30 ميليمتر يا بيشتر و ضخامت آن معادل ضخامت فرآورده باشد . در صورتيكه ضخامت فرآورده از 30 ميليمتر تجاوز كند ميتوان با صافكاري يك سطح نمونه ضخامت آنرا به 30 ميليمتر رسانيد . در اينصورت آزمون خمش را بايد طوري انجام داد كه سطح دست نخورده نمونه سطح خارجي خمش را تشكيل دهيد .
6-2-1- اگر قطر خارجي پروفيلهاي توخالي گرد مورد آزمون كمتر از 410 ميليمتر باشد ميتوان آزمون تخت كردن را جايگزين آزمون خمش نمود ( برابر استاندارد شماره 1026 ايران ” آزمون تخت كردن لولههاي فولادي .)”
6-2-2- آزمون خمش روي پروفيلهاي توخالي گرد بايد در جهت انحناي نمونه و روي پروفيلهاي توخالي چهارگوش و مستطيل در جهت محور طولي آنها انجام گيرد .
6-3- آزمون ضربه :
آزمون ضربه معمولا روي فرآوردههائي به ضخامت 12 ميليمتر يا بيشتر و بقطر 16 ميليمتر يا بيشتر انجام ميگيرد . ماشين كاري سطوح نمونه بايد بنحوي صورت گيرد كه ميزان كاهش سطح نورد شده آن بيش از 2 ميليمتر نباشد .
در ضمن , شيار مخصوص را بايد طوري ايجاد نمود كه جهت آن عمود بر سطح نورد شده نمونه باشد ( شكل .7)
6-3-1- اگر هنگام سفارش كالا موافقت شده باشد , ميتوان آزمون ضربه را روي فرآوردههاي نازكتر از 12 ميليمتر هم انجام داد . در آنصورت ميتوان نمونه را بدون تراشكاري يك سطح يا هر دو سطح نوردشده آن بكار برد . مقدار انرژي لازم براي انجام آزمون نيز بايد مورد موافقت طرفين قرار گرفته باشد . اندازههاي نمونه بايد مطابق مشخصات ذكر شده در استاندارد شماره 796 ايران ” آزمون ضربه براي فولاد روي نمونه با دو تكيهگاه و با شيار V” يعني 7/5*10 ميليمتر و يا 5*10 ميليمتر باشد .
6-3-2- آزمون ضربه روي نمونهاي با دو تكيهگاه و با شيار V انجام ميگيرد ( برابر استاندارد شماره 796 ايران .) رقمي كه بعنوان نتيجه اين آزمون بايد در نظر گرفت ميانگين نتايج حاصل از سه آزمون خواهد بود . آزمونها بايد روي نمونههائيكه از كنار يكديگر و از يك قطعه برداشته شدهاند انجام گيرد .
6-4 چشمپوشي از نتيجه يك آزمون :
هرگاه آزموني , به سبب اشتباهي كه در اجراي آن شده است نتيجه مورد نظر را بدست ندهد آن آزمون را بايد ناديده گرفت . بشرط آنكه اشتباه حاصل در اثر ماشينكاري نادرست نمونه , نصب نمونه روي دستگاه بنحو غلط , كار كردن نادرست دستگاه آزمون و يا هر پديده ديگري كه مربوط بخود فلز نبوده رخ داده باشد .
6-5 آزمونهاي مجدد :
اگر نتيجه آزمون يك نمونه معيوب رضايتبخش باشد بهر مربوطه مورد قبول واقع خواهد شد ولي آن قلم فرآوردهاي كه نمونه از آن برداشته شده بايد مجددا بمنظور اطمينان از سالم بودن آن , مورد آزمون قرار گيرد .
در جريان بررسي فرآوردهها , هرگاه آزموني نتيجه مورد نظر را بدست ندهد در صورتيكه شرايط خاصي تعيين نشده باشد ميتوان آزمونهاي مجددي بشرح زير انجام داد :
6-5-1 آزمونهاي كشش و خمش ـ اگر نتيجه آزمون نمونه سالمي ( با توجه به بند 5-4) رضايتبخش نباشد آن قلم فرآوردهايكه نمونه از آن برداشته شده است مردود شناخته خواهد شد . ولي اگر دو آزمون مجدد روي دو نمونه ديگر از همان قلم فرآورده قبلي و از همان بهر انجام گيرد و نتايج بدست آمده قابل قبول باشد در آنصورت آن قلم فرآورده مورد آزمون و همچنين بهر مربوطه پذيرفته خواهند شد . اگر نتيجه يكي از دو آزمون مجدد رضايتبخش نباشد بهر مورد نظر مردود شناخته خواهد شد .
6-5-2- آزمون ضربه ـ اگر ميانگين نتايج سه آزمون كمتر از رقم مشخص شده باشد و يا اگر نتيجه يك آزمون كمتر از %70 رقم تعيين شده باشد بايد سه نمونه ديگر از همان قلم فرآورده را مورد آزمون مجدد قرار داد .
ميانگين نتايج 6 آزمون نبايد از رقم تعيين شده كمتر باشد . از طريق نبايد نتيجه بيش از دو آزمون ( هر يك بتنهائي ) كمتر از رقم مشخص شده گردد . تنها نتيجه يك آزمون ميتواند از %70 رقم تعيين شده كمتر باشد .
اگر آن قلم از فرآورده كه مورد آزمون قرار گرفته است پذيرفته نشود در صورتي بقيه بهر مربوطه مورد قبول واقع خواهد شد كه نتايج آزمونهائيكه روي دو قلم فرآورده ديگر از همان بهر انجام گيرد رضايتبخش باشد .
6-6- تجزيه شيميائي :
6-6-1- تجزيه شيميائي نمونه بايد مطابق روشهائيكه در استانداردهاي ايران بيان شده است انجام گيرد .
6-6-2- اگر در برگ سفارش كالا درخواست تجزيه شيميائي فرآورده شده باشد بايد تعداد نمونههاي مورد آزمون را نيز تعيين نمود .
6-6-3- ميتوان نمونههائي را كه براي تجزيه شيميائي بكار ميروند از همان نمونههائيكه در بررسي ويژگيهاي مكانيكي بكار رفتهاند تهيه نمود . از طرفي ممكنست نمونه را از تمام ضخامت فرآورده از همان محلي كه نمونههاي قبلي برداشته شدهاند تهيه كرد . در صورت اعتراض , تنها تجزيه نمونهايكه از تمام ضخامت فرآورده بدست آمده باشد مورد قبول خواهد بود .
6-6-4- انتخاب و تهيه نمونه براي تجزيه شيميائي مطابق بندهاي 3-2 و 3-3- استاندارد شماره 491 ايران ” انتخاب و تهيه قطعات نمونه و نمونههاي آزمودني فولادكار شده ” صورت خواهد گرفت .
6-7- گواهينامه :
نوع گواهينامه مورد درخواست سفارش دهنده بايد در برگ سفارش كالا قيد گردد . موضوعات مندرج در گواهينامه طبق استاندارد بينالمللي 404 R/ISO ” شرايط كلي و فني ترخيص فولاد ” خواهد بود .
7 ـ عرضه مجدد
توليد كننده ميتواند فرآوردههائي را كه در جريان كنترل به سبب نارسائي در ويژگيها رد ميشوند از طريق اجراي عمليات مناسبي ( از قبيل جدا كردن يا عمليات حرارتي ) آنها مجددا , با ذكر عمليات انجام شده عرضه نمايد . در اينصورت فرآوردههاي عرضه شده تشكيل يك واحد را خواهند داد و تمام آزمونهائيكه روي يك واحد جديد انجام ميشود بايد روي آنها نيز انجام پذيرد . توليد كننده ميتواند فرآوردههاي رد شده را مجددا بعنوان فرآوردههائي از نوع يا درجه ديگر براي آزمون عرضه نمايد .
8 ـ آزمونهاي غير تخريبي
اگر سفارش دهنده بمنظور اطمينان از سالم بودن فرآوردهها درخواست آزمونهاي غيرتخريبي نمايد بايد اين آزمونها كه شامل روشهاي : راديوگرافي , اولتراسونيك مغناطيسي و نفوذ كردن ميباشند بهنگام سفارش كالا مورد موافقت قرار گيرند .
در ضمن بايد جزئيات روش آزمون و چگونگي تفسير نتايج نيز در موافقتنامه ذكر گردد .
9 ـ نشانهگذاري
در صورتيكه قرارداد ويژهاي تنظيم نشده باشد , روي تمام فرآوردهها به استثناي فرآوردههائي كه از فولاد درجه 33 ساخته ميشوند بايد موارد زير بطور خوانا نشانهگذاري گردد .
ـ علامتي كه مشخص كننده درجه و نوع فولاد باشد ( مثلا : فولاد 44 ـ ب .)
ـ علامت تجارتي كارخانه توليد كننده فولاد .
ـ در صورت لزوم علائم , حروف و يا اعدادي كه بتوان بكمك آنها قبولي در آزمونها , نحوه نمونهبرداري و فرآوردههاي مربوطه را تشخيص داد .
در مورد فرآوردههاي كم وزن كه بصورن دستهبندي شده عرضه ميگردند ميتوان نشانههاي فوق را بشكل يك برچسب روي دستهاي از فرآوردهها و يا روي ورق بالائي ( در صورتيكه دستهاي از ورقها باشند ) چسبانيد .
1-Plates
2-Wide strip
3-Flats
4-Bars
5-rolled Section-Hot
6-Hollow Sections
7- مجموعهاي از فرآوردههاي حاصل و هم درجه شده كه در يك زمان عرضه شوند يك بهر (Bacth) مينامند .
فراتست عرضه کننده دستگاه های تست
0912-3750274
021-88705040


{kind=link}