
دستگاه تست فولاد کربنی سرد نوردیده با پوشش غوطه وری گرم پیوسته آلومینیوم سیلیکون با کیفیت تجاری و کششی
هدف از تدوین این استاندارد،تعیین مشخصات ورق فولاد کربنی سرد نوردیده، دارای کیفیت تجاری و کششی، پوشش داده شده با فرآیند پوشش کاری آلیاژ آلومینیوم – سیلیکون به روش غوطه وری گرم پیوسته می باشد.
این استاندارد برای ورق های فولادی با پوشش آلومینیوم – سیلیکون در مصارف مقاوم به حرارت و همچنین در مواردی که هر دو خاصیت مقاومت به خوردگی و حرارت نیاز باشد، کاربرد دارد.
ورق های فولادی در کیفیت ها، جرم پوشش، رده ها، عملیات سطحی مختلف و شرایط طراحی شده برای سازگاری با الزامات کاربردهای متفاوت تولید می شود.
استفاده از مراجع زیر برای این استاندارد الزامی است.
استاندارد ملی ایران شماره 1016: 1387- مواد فلزی – آزمون خمش فولاد
ISO 6353
ISO 6892-1- این استاندارد در قالب استانداردملی 10272 تدوین شده است.
ISO 16163
اصطلاحات و تغاریف:
تجاری– برای اهداف تولید عمومی که ورق در شرایط تخت، یا برای خمش یا شکل دهی متوسط استفاده می شود، در نظر گرفته می شود.
کشش- برای قسمت هایی که تحت کشش یا شکل دهی شدید قرار می گیرد در نظر گرفته می شود.
کشش عمیق- برای قسمت هایی که تحت کشش شدید یا شکل دهی شدید قرار می گیرد در نظر گرفته می شود.
کشش عمیق آرام شده با آلومینیوم (پیر نشده)
کشش فوق عمیق (پایدار شده)
فولاد آزاد بین نشین شده پایدار شده
نورد پوسته ای – نورد سرد سبک محصولات
یادآوری- هدف نورد پوسته ای تولید درجه بالاتری از صافی سطح و به موجب آن بهبود ظاهر سطح می باشد. نورد پوسته ای هم چنین وقوع یکی از حالات سطحی را که به عنوان کرنش کششی شناخته می شود (خطوط لودر) یا چین خوردگی در حین ساخت قطعات پرداخت شده را موقتا به حداقل می رساند. نورد پوسته ای هم چنین تخت بودن را کنترل کرده و بهبود می بخشد. مقداری افزایش در سختی و مقداری افت در شکل پذیری در نتیجه نورد پوسته رخ خواهد داد.
پیر کرنشی- تغییر در خواص فولاد با گذشت زمان
یادآوری– پیرسازی کرنشی ممکن است عیوب سطحی همچون علائم کرنش کششی (خطوط لودر)- چین خوردگی در حین فرم دهی فولاد و کاهش شکل پذیری را نتیجه می دهد. برای جلوگیری از آن باید زمان بین فرایند نهایی در عملیات نورد و ساخت در حداقل ممکن باشد.
بهر– 50 تن ورق یا کمتر با کیفیت نورد، ضخامت و شرایط پوشش یکسان
ضخامت– ورق فولادی با پوشش آلومینیوم – سیلیکون در ضخامت های 0.4 تا 3 میلیمتر و عرض 600 تا 1500 میلیمتر به شکل کلاف و ورقه تولید می شود.
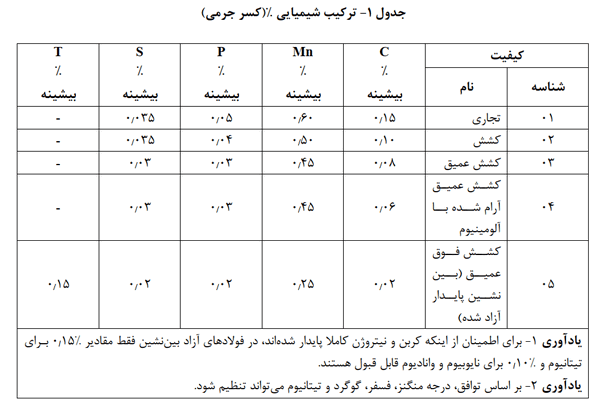
ترکیب شیمیایی– ترکیب شیمیایی (آنالیز ذوب)، نباید از مقادیر آورده شده در جدول 1 و 2 تجاوز کند.
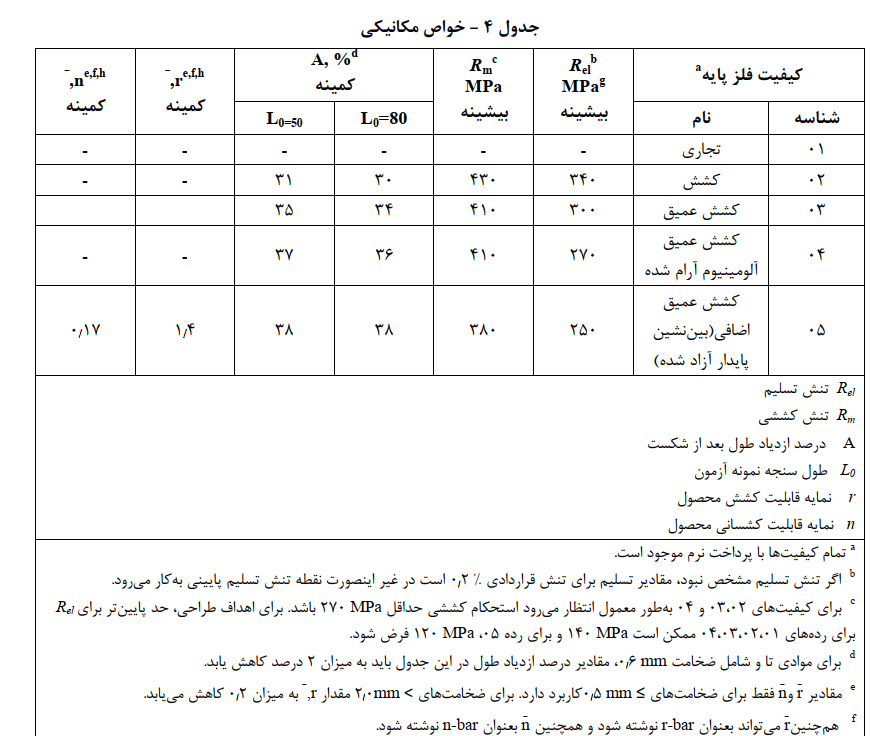
خواص مکانیکی- وقتی ورق فولادی با پوشش آلومینیوم- سیلیکون برای برآورده شدن خواص مکانیکی سفارش شود، باید در زمان ارسال الزامات کاربردی جدول 4 را برآورده سازد.
یادآوری- نگداری طولانی ورق می تواند تغییر خواص مکانیکی را نتیجه دهد (افزایش سختی و کاهش ازدیاد طول نسبی) و منجر به کاهش شکل پذیری شود.
پوشش
مقدار سیلیکون– برای بهبود چسبندگی و مقاومت به حرارت آلیاژ آلومینیوم- سیلیکونی که برای پوشش دهی استفاده می شود، بین 5 تا 11 درصد به آن سیلیکون اضافه می شود.
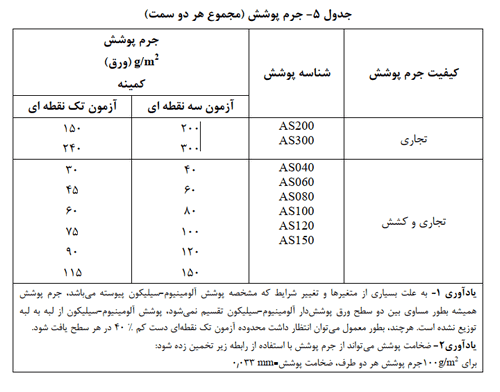
جرم پوشش- جرم پوشش باید مطابق با حدودی باشد که برای شناسه های کیفیت فهرست شده در جدول 5 تعیین شده است. جرم پوشش، مقدار کل پوشش در دو طرف ورق می باشد که بر حسب گرم بر متر مربع بیان می شود.
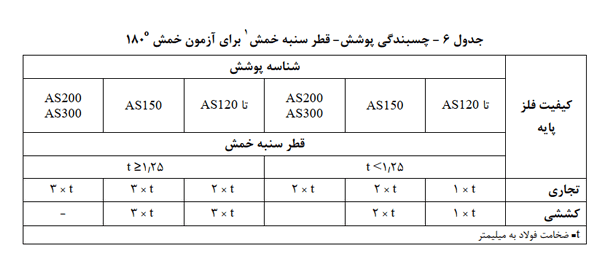
چسبندگی پوشش– مطابق با الزامات قطر قالب جدول 6، ورق پوشش دار باید قادر باشد، بدون پوسته شدن در خارج خم، در هر جهتی خم شود. پوسته شدن پوشش در فاصله 7 ملیمتر از لبه نمونه آزمون نباید دلیلی بر مردود شدن باشد.
آزمون تست کشش– آزمون ها باید با روش های مشخص شده در استاندارد ISO 6892-1 یا معادل آن استاندارد ملی 10272 انجام شود.
فراتست عرضه کننده دستگاه های تست
0912-3750274
021-88705040


{kind=link}