
دستگاه تست و آزمون خمش (Bend) طبق استاندارد 1395- تجدید نظر دوم- 1395
این استاندارد ملی بر مبنای پذیرش استاندارد بینالمللی زیر به روش »ترجمه تغییر یافته« تهیه و تدوین
شده و شامل ترجمه تخصصی کامل متن ان به زبان فارسی همراه با اعمال تغییرات با توجه به مقتضیات
کشور است:
ISO 7438: 2016,Metallic materials -Bend test
ISO 7438:2016 specifies a method for determining the ability of metallic materials to undergo plastic deformation in bending.
ISO 7438:2016 applies to test pieces taken from metallic products, as specified in the relevant product standard. It is not applicable to certain materials or products, for example tubes in full section or welded joints, for which other standards exist
مواد فلزی- آزمون خمش
هدف ودامنق کاربرد
هدف از تدوین این استاندارد، اراته روشی جهت مشخص نمودن قابلیت مواد فلزی تحت تغییر شکل مومسان
در آزمون خمش است.
این استاندارد برای قطعههای ازمون تهیه شده از محصولات فلزی که در استاندارد محصول مربوطه مشخص
شده است، کاربرد دارد.
این استاندارد برای مواد یا محصولات مشخص مانند لولهها با مقطع کامل یا اتصالات جوش که دارای
استاندارد خاص خود میباشند، کاربرد ندارد.
مرجع الزامی
در مراجع زیر ضوابطی وجود دارد که در متن این استاندارد بهصورت الزامی به آنها ارجاع داده شده است.
بدینترتیب، آن ضوابط جزئی ازاین استاندارد محسوب میشوند.
درصورتیکه به مرجعی با ذکر تاریخ انتشار ارجاع داده شده باشد، اصلاحیهها و تجدیدنظرهای بعدی ان برای
این استاندارد الزام]ور نیست. در مورد مراجعی که بدون ذکر تاریخ انتشار به آنها ارجاع داده شده است،
همواره آخرین تجدیدنظر و اصلاحیههای بعدی برای این استاندارد الزام]ور است.
استفاده از مرجع زیر برای کاربرد این استاندارد الزامی است:
۱-۲استاندارد ملی ایران شماره :۴۹۱سال ۰۱۳۹۲فولاد و محصولات فولادی- محل و آماده سازی نمونه ها
و قطعه های آزمون برای آزمونهای مکانیکی
دستگاه خمش با استفاده از گیره
این دستگاه شامل یک گیره و یک خم کننده با سختی مناسب بوده و ممکن است برای اعمال نیرو به قطعه-
ازمون به یک اهرم مجهز شده باشد (مطابق شکل .)۳
از آن جایی که موقعیت وجه سمت چب گیره میتواند در نتایچ آزمون تاثیرگذار باشد بهتر است این وجه به
خط عمودی که از مرکز قسمت دایرهای شکل خم کننده میگذرد، نزدیک نباشد یا از آن نگذرد (مطابق
شکل ۳
اصول کار
در ازمون خمش، قطعه]زمون (با مقطع گرد، مربع، مستطیل یا چند وجهی) بدون تغییر در جهت اعمال نیرو
تا رسیدن به زاویه خمش مشخص، با خم کردن، تغییر شکل مومسانمیدهد.
محورهای دو ساق قطعه زمون، در یک صفحه عمود بر محور خمش باقی میمانند. در خمش ” ۱۸۰ممکن
است با توجه به الزامات استاندارد محصول، دو سطح داخلی نمونه روی هم قرار گرفته و یا به فاصله معینی به
موازات هم باشند. برای کنترل این فاصله از یک قطعه پرکننده استفاده میشود.
تجهیزات آزمون
ازمون خمش باید با تجهیزات آزمون یا پرس مجهز به حداقل با یکی از وسایل زیر انجام گردد:
الف- دستگاه خمش با دو نگهدارنده و یک خم کننده مطابق شکل
ب- دستگاه خمش با تکیه گاه Wشکل و یک خم کننده مطابق شکل 4۲
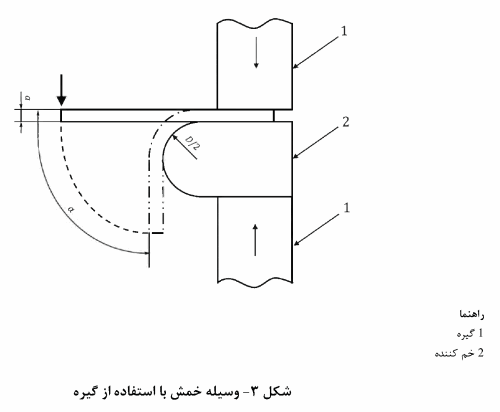
ب- دستگاه خمش با استفاده گیره مطابق شکل .۳
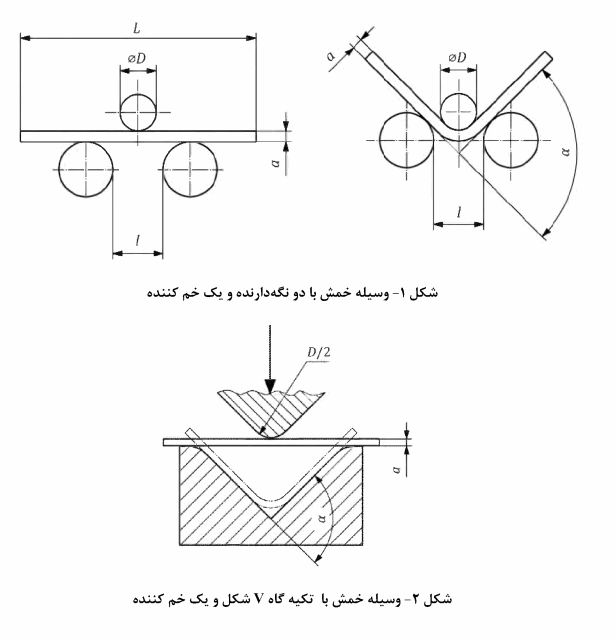
دستگاه خمش با نگهدارندهها و یک خم کننده
طول نگهدارندهها و عرض خم کننده باید بزرگتر از عرض یا قطر قطعهآزمون باشد. قطر خم کننده
در استاندارد محصول مشخص میگردد. نگهدارندههای قطعه]زمون و قسمت خم کننده باید از سختی کافی
برخوردار باشند (مطابق شکل ) ۱
به جز در موارد مشخص شده، فاصله بین نگهدارندهها، /، باید از رابطه زیر تعیین شود:
l=(D+3a)+ a/2
در طول آزمون خمش، این فاصله نباید تغییر کند.
یادآوری- هنگامی که فاصله بین نگهدارندهها ، ،lکوچکتر یا مساوی D+2aمشخص شده باشد، میتوان نتیجه گرفت که در
طی انجام آزمون، تغییر شکل کششی در قطعهآزمون اتفاق میافتد
دستگاه خمش با تکیه گاه ۷شکل
زاویه بین سطوح مورب تکیه گاه Vشکل باید ۱۸۰۵-aباشد (مطابق شکل )۲زاویه 0در استاندارد
مربوطه مشخص شده است.
لبه های تکیه گاه Vشکل باید دارای انحنای ا برابر تا ۱۰برابر ضخامت قطعهآزمون بوده و از سختی کافی
برخوردار باشند.
دستگاه خمش با استفاده از گیره
این دستگاه شامل یک گیره و یک خم کننده با سختی مناسب بوده و ممکن است برای اعمال نیرو به قطعه-
ازمون به یک اهرم مجهز شده باشد (مطابق شکل .)۳
از آن جایی که موقعیت وجه سمت چب گیره میتواند در نتایچ آزمون تاثیرگذار باشد بهتر است این وجه به
خط عمودی که از مرکز قسمت دایرهای شکل خم کننده میگذرد، نزدیک نباشد یا از آن نگذرد (مطابق
شکل 3.
قطعه آزمون
کلیات
قطعههای ازمون با مقطع گرد، مربع، مستطیل یا چند وجهی باید در این ازمون استفاده شوند. در طی
نمونهگیری قطعههای آزمون مطابق استاندارد ملی ایران شماره ۴۹۱هر ناحیهای متاثر از برشکاری مکانیکی
یا شعلهای و عملیات مشابه آن باید جدا گردد. در صورتیکه قسمتهای متاثر قطعهآزمون جدا نشده است و
نتایچ حاصله از آزمون رضایت بخش باشد، نتیجه آزمون مورد قبول است.
لبه های قطعههای آزمون مستطیلی شکل
لبههای قطعههای آزمون مستطیلی شکل باید گرد و شعاع انحنای آن نباید از مقادیر ذکر شده در زیر بیشتر
باشد:
– ۳ mmدر صورتیکه ضخامت قطعهآزمون ۵۰ mmیا بزرگتر باشد.
، ۱۵ mmدر صورتیکه ضخامت قطعهآزمون کمتر از ۵۰ mmو بزرگتر یا مساوی ۱۰ mmباشد.
– ، ۱ mmدر صورتیکه ضخامت قطعه آزمون کمتر از ۱۰ mmباشد.
در گرد کردن لبههای قطعهآزمون مستطیلی شکل باید از ایجاد هر گونه پلیسه، خراش یا علانمی که تاشیر
منفی در نتایچ آزمون دارند، جلوگیری شود. با این حال اگر لبههای قطعهآزمون گرد نشده است و نتایچ
ازمون رضایت بخش باشد، آزمون مورد قبول است.
-۶عرض قطعه آزمون
به جز در موارد مشخص شده در استاندارد مربوطه، عرض قطعه]زمون باید به صورت زیر باشد:
الف- در صورتیکه عرض محصول ۲۰ mmیا کمتر باشد همان عرض محصول.
ب- در صورتی که عرض محصول بیشتر از ۲۰ mmباشد
– )۲۰ ± ۵)mmبرای محصولات با ضخامت کمتر از ،
– بین ۲۰ mmو ۵۰ mmبرای محصولات با ضخامت ۳ mmیا بزرگتر.
ضخامت قطعه آزمون
۱-۴-۶ضخامت قطعههای تهیه شده از ورقها، نوارها و مقاطع باید برابر ضخامت محصول مورد ازمون باشد.
در صورتیکه ضخامت محصول بیشتر از ۲۵ mmباشد، میتوان یک سطح آن را ماشینکاری کرد ولی در هر
صورت نباید ضخامت کمتر از ۲۵ mmشود. در هنگام آزمون خمش طرف ماشینکاری نشده باید در جهتی
قرار گیرد که قطعهآزمون در آن جهت تحت کشش است.
۲-۴-۶در صورتیکه قطر (در مقاطع گرد) یا قطر دایره محاطی (در مقاطع چند وجهی) از ۳۰ mmبیشتر
نباشد، قطعهآزمون با مقاطع گرد یا چند وجهی باید سطح مقطعی مساوی با سطح مقطع محصول داشته
باشد. در صورتیکه قطر قطعهآزمون یا قطر دایره محاطی از ۳۰ mmبزرگترو از ۵۰ mmکوچکتریا
مساوی آن باشد، میتوان قطر قطعهآزمون را تا ۲۵ mmکاهشش داد.
اگر قطر قطعهآزمون یا قطر دایره محاطی از ۵۰ mmبزرگتر باشد، این قطر باید کاهش یابد ولی در هر
صورت نباید از ۲۵ mmکمتر شود (مطابق شکل .)۴در طی خمش، قسمت ماشینکاری نشده باید در جهتی
قرار گیرد که قطعهآزمون در آن جهت تحت کشش است.
ابعاد بر حسب میلی متر

-۶قطعههای آزمون تهیه شده از محصولات آهنگری شده، ریختگی و نیمه تمام
نمونهگیری و ابعاد آزمونهای تهیه شده از محصولات آهنگری شده، ریختگی و نیمه تمام باید در الزامات
عمومی تحویل محصول قید شده باشد یا با توافق انجام پذیرد.
۶-۶توافق جهت قطعههای آزمون با ضخامت و عرض بزرگتر
در صورت توافق ممکن است قطعههای آزمون با عرض و ضخامت بزرگتر از آنچه در بند ۳-۶و ۴-۶اشاره
گردیده است، تحت آزمون خمش قرار گیرند.
طول قطعه آزمون
طول قطعهآزمون بستگی به ضخامت قطعهآزمون و نوع دستگاه آزمون مورد استفاده دارد.
۷روش کار
هشدار- در حین انجام آزمون رعایت نکات ایمنی و استفاده از تجهیزات حفاظتی ضروری می-
باشد.
۱-۷عموما آزمون در دمای محیط و مجدوده ۱۰ °Cتا ۳۵ °Cو تحت شرایط کنترل شده باید در دمای
)۲۳ ± ۵ ( Cانجام گردد.
۲-۷آزمون خمش باید با استفاده از یکی از روشهای زیر که در استاندارد مربوطه مشخص شده انجام
گردد:
الف- یک زاویه خمش تعیین شده تحت اعمال نیروی مناسب و شرایط داده شده، حاصل گردد (مطابق
شکلهای ۲ ۰۱و )۳
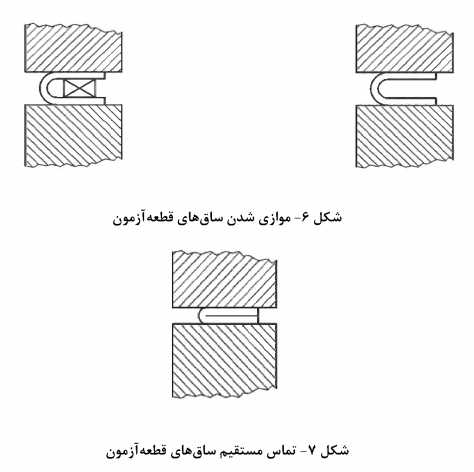
ب- با اعمال نیروی کافی دو ساق قطعهآزمون به صورت موازی و با فاصله مشخص از یکدیگر قرار گیرند
(مطابق شکل )۶
ب- ساقهای قطعهآزمون با اعمال نیروی کافی در تماس مستقیم با یکدیگر قرار گیرند (مطابق شکل .)۷
در آزمون خمش جهت دستیابی به زاویه خمش مشخص شده، قطعهآزمون را باید در نگهدارندهها
(مطابق شکل ) ۱یا در تکیه گاه ۷شکل قرار داده (مطابق شکل )۲و با اعمال نیروی کافی از خط وسط بین
نگهدارندهها خم کرد. زاویه خمش، ،aبا استفاده از اندازهگیری میزان جابهجایی خم کننده مطابق پیوست
الف قابل محاسبه میباشد.
برای هر سه روش (شکلهای ۲ ، ۱و )۳نیروی خمش باید به آرامی اعمال گردد بهطوری که نمونه بتواند
آزادانه تغییر شکل مومسان دهد.
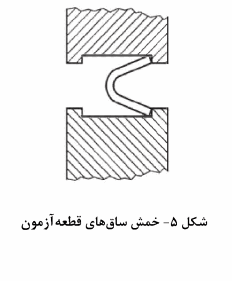
در صورت اختلاف نظر، سرعت ازمون ) ۱ ± ۰۲ ( mm/sباید اعمال گردد. در صورتی که دستیابی مستقیم
به زاویه خمش مورد نظر با استفاده از روش فوق امکان پذیر نباشد، عملیات خمش باید با اعمال فشار
مستقیم به انتهای ساقهای قطعهآزمون تکمیل گردد (مطابق شکل )۵
در صورتیکه لازم باشد که دو ساق قطعهآزمون موازی هم خم گردند، قطعهآزمون ممکن است ابتدا مطابق
شکل خم شده و سپس در بین صفحات موازی پرس قرار داده شود (مطابق شکل )۶تا با اعمال نیرو دو
ساق قطعهآزمون بیشتر شکل داده شده و موازی گردند. آزمون ممکن است با یا بدون استفاده از قطعه
پرکننده (در بین ساقهای قطعهآزمون) انجام پذیرد. ضخامت قطعه پر کننده باید در استاندارد مربوطه
مشخص گردیده و یا توافق گردد.
به عنوان یک روش جایگزین میتوان از خمش روی یک خم کننده استفاده کرد (مطابق زیربند .)۴-۵
۴-۷در صورتی که قید شده باشد، قطعهآزمون بعد از خمش اولیه باید در بین دو صفحه موازی دستگاه
پرس با اعمال نیرو تا تماس مستقیم ساقهای آن خم گردد (مطابق شکل )۷
۸تفسیر نتایچ آزمون
۱- ۸تفسیر نتایچ ازمون خمش باید مطابق الزامات استاندارد محصول انجام گیرد. هنگام مشخص نبودن
این الزامات در صورت عدم مشاهده ترک بدون استفاده از وسیله بزرگنمایی نتیجه آزمون قابل قبول است.
۲-۸زاویه خمشی که در استانداردهای محصول مشخص گردیده است همواره به عنوان حداقل زاویه می-
باشد. در صورتیکه شعاع داخلی خمش مشخص شده باشد بهعنوان حداکثر در نظر گرفته میشود.
۹گزارش آزمون
گزارش آزمون باید شامل اطلاعات زیر باشد:
الف- ارجاع به این استاندارد،
ب- مشخصا قطعهازمون (نوع ماده، شماره ذوب، جهت محور قطعه]زمون نسبت به محصول و غیره)
پ- شکل و ابعاد قطعهآزمون ‘
ت- روش ازمون
ث- هر گونه انحراف از این استاندارد،
ج- نتیجه آزمون
فراتست عرضه کننده دستگاه های تست
0912-3750274
021-88705040


{kind=link}