


دستگاه تست و آزمون استحکام و مقاومت کششی فلزات طبق استاندارد ملی 10272و استاندارد (ISO 6892 )
هدف از تدوین این استاندارد تعیین روش آزمون کشش مواد فلزی در دمای محیط و تعیین خواص مکانیکی که می توان آنها را در دمای محیط مشخص کرد، می باشد.
ISIRI 10272
ISO 6892-1: 2009, Metallic materials – Tensile testing- Part 1: Method of test at room tempreture
دستگاه تست یونیورسال فلزات در دمای اتاق
مفتول-سیم-سیم نازک-تسمه-پروفیل-نبشی-کابل-آهن-آلومینیوم-مس-فولاد- میلگرد
پيش گفتار
استاندارد “مواد فلزي – روش آزمون كشش در دماي محيط” كه پيش نويس آن در كميسيون هـاي مربـوط
توسط موسسه استاندارد و تحقيقات صنعتي ايران تهيه و تدوين شده و درسيصد و بيـست و دومـين اجـلاس
كميته ملي استاندارد مكانيك و فلزشناسي مورخ 86/12/14مـورد تصويب قــرارگرفته است ،اينك به استناد
بند يك ماده 3قانون اصلاح قوانين و مقررات مؤ سسه استاندارد و تحقيقات صنعتي ايران مصوب بهمـن مـاه
،1371به عنوان استاندارد ملي ايران منتشر مي شود.
براي حفظ همگامي و هماهنگي با تحولات و پيشرفت هاي ملي و جهاني درزمينه صنايع، علوم و خدمات،
استانداردهاي ملي ايران درمواقع لزوم تجديد نظر خواهد شد و هر پيشنهادي كه براي اصلاح يا تكميل اين
استانداردها ارائه شود، هنگام تجديد نظر در كميسيون فني مربوط مورد توجه قرارخواهد گرفت. بنابر اين
براي مراجعه به استانداردهاي ايران بايد همواره از آخرين تجديد نظرآنها استفاده كرد.
منبع و مĤخذي كه براي تهيه اين استاندارد به كار رفته به شرح زير است :
ISO 6892: 1998, Metallic materials – Tensile testing at ambient temperature
مواد فلزي – روش آزمون كشش در دماي محيط
هدف
هدف از تدوين اين استاندارد تعيين روش آزمون كشش مـواد فلـزي در دمـاي محـيط و تعيـين خـواص
مكانيكي كه ميتوان آنها را در دماي محيط مشخص كرد، ميباشد
دامنه كاربرد
بطور كلي اين آزمون شامل بارگذاري تا حد شكست روي يك آزمونه بوسيله نيروي كشـشي مـي باشـد و
بمنظور تعيين يك ويا چند مشخصه مكانيكي مندرج در بند 4بكار مي رود.
درصورتيكه طور ديگري مشخص نشده باشد آزمون در دماي محيط بين 10تا 35درجه سلـسيوس بايـد
انجام شود. آزمون هاي تحت شرايط كنترل شده بايد در دماي 23 ○C ± ۵ ○Cانجام شود.
مراجع الزامي
مدارك الزامي زير حاوي مقرراتي است كه در متن اين استاندارد ملي ايـران بـه آن هـا ارجـاع داده شـده
است. بدين ترتيب آن مقررات جزئي از اين استاندارد ملي ايران محسوب ميشود.
در صورتي كه به مدركي با ذكر تاريخ انتشار ارجاع داده شده باشد، اصلاحيهها و تجديدنظرهاي بعدي آن
موردنظر اين استاندارد ملي ايران نيست. در مورد مداركي كه بدون ذكر تاريخ انتشار به آن ها ارجاع داده
شده است، همواره آخرين تجديدنظر و اصلاحيههاي بعدي آنها مورد نظر است.
استفاده از مراجع زير براي اين استاندارد الزامي است:
1- ISO 286-2:1988,ISO system of limits and fits- part 2:Tables of standard tolerance grades
and limit deviations for holes and shafts.
2- ISO 377: 1977, Steel and steel products- location and preparation of samples and test
pieces for mechanical testing.
3- ISO 2566-1:1984, Steel- Conversion of elongation values- part1: Carbon and low alloy
steels.
4- ISO 2566-2:1984, Conversion of elongation values- part1: Austenitic steels.
5- ISO 7500-1:1984, Metallic materials- Verification of static uniaxial testing machinespart 1: Tensile testing machines.
6- ISO 9513:2001 Metallic Materials – Calibration of Extensometers Used in Uniaxial
Testing.
اصطلاحات و تعاريف
در اين استاندارد تعاريف و اصطلاحات زير بكار رفته است:
طول مبناء ) : ( Lطول بخش استوانه اي شكل يا منشوري شكل آزمونه كه در محـدوده آن ازديـاد طول نسبي بايد اندازه گيري شود. در حالت خاص، فاصله ايجاد شده ميان:
طول مبناء اوليه L0: طول مبناء قبل از اعمال نيرو
طول مبناء نهايي Lu: طول مبناء بعـد از شكـست آزمونـه در آزمـون كـشش)بـه بنـد 1-11 مراجعه شود
طول موایLc: بخش موازي از مقطع كاهش داده شده آزمونه
ياد آوري- عنوان طول موازي جايگزين عنوان فاصله بين فكها در آزمونه هاي ماشين كاري نشده گرديده است.
درصد ازدياد طول: بيان ازدياد طول بصورت درصدي از طول مبناء اوليه 0Lازدياد طول : اضافه شدن بر طول مبناء اوليه) L0 ( در هر لحظه در طول آزمايش
درصد ازدياد طول دائمي: افزايش در طول مبنائ اوليه آزمونه بعد از برداشت تـنش اعمـالي)بـهبند 9-4مراجعه شود(،ازدياد طول دائمي ناميده ميشود : L0
درصد ازدياد طول بعد از شكست) :( Aازدياد طول دائمي طول مبنـاء بعـد از شكـست (Lu-Lo)، بعنوان درصد ازدياد طول مبناء اوليه Lo بيان مي شود.
درصدكل ازدياد طول نسبي شكست (At): کل ازدیاد طول ) ازديـاد طـول الاسـتيك + ازديـاد طول پلاستيك( طول مبناء در لحظه شكست برحسب درصد طول مبناء اوليه بيان ميشود (L0)
در صد ازدياد طول در حد اكثر نيرو: افزايش طول مبناء آزمونه در حداكثر نيرو برحسب درصد طول مبناء اوليه ) ( Loبيان ميشود. مشاهده ميگردد بين درصد كل ازدياد طول در حداكثر نيـرو ) ( Agtو درصد ازدياد طول غير تناسبي در حداكثر نيرو) ( Agتفاوت وجود دارد )به شكل 1مراجعه شود(
طول مبنا برای دستگاه اکستنسومتر L0: طول قسمت موازي از آزمونـه كـه بـراي انـدازه گيري ازدياد طول بوسيله دستگاه اكستنسيومتر بكار مي رود.
پيشنهاد ميگردد كه براي اندازه گيري تنش تسليم و تنش تسليم قراردادي پارامتر Le/L/2 باشد.
بعلاوه پيشنهاد ميگردد كه براي اندازه گيري پارامتر ها در حد اكثر نيرو، Leتقريباً برابر با L0 باشد.
انبساط: افزايش در طول مبناء اكستنسيومتر Le در هر لحظه از آزمون
درصد انبساط دائمي: افزايش در طول مبناء اكستنسيومتر، بعد از برداشت تنش اعمـالي از روي آزمونه،درصد طول مبناء اكستنسيومتر ناميده مي شود Le
درصد انبساط در تسليم): (Ae )در مواد بـا تـسليم غيـر پيوسـته، انبـساط بـين شـروع تـسليم و كارسختي يكنواخت برحسب درصد طول مبناء اكستنسيومتر) (Leبيان مي شود.
حداکثر نیرو Fm:بيـشترين نيرويـي اسـت كـه آزمونـه بعـد از عبـور از نقطـه تـسليم تحمـل مي كند.وبراي مواد بدون نقطه تسليم ، حداكثر مقدار نيروي ثبت شده در طي آزمون مي باشد.
تنش: در هر لحظه از آزمون از تقسيم نيرو بـر مـساحت سـطح مقـع اوليـه (S0) آزمونه بدست می آید.
استحكام كششي) : (Rmتنش در حداكثر نيرو). (Fm
استحكام تسليم: هنگاميكه مواد فلزي رفتار تسليم را نشان مي دهند به نقطه اي رسيده است كه تغير شكل پلاستيك بدون هيچ افزايش نيرويي اتفاق مي افتد كه آن نقطه استحكام تـسليم بـراي آن ماده مي باشد.
استحكام تسليم بالايي ) 🙁ReHمقدار تنش در لحظه اي كه اولين كـاهش نيـرو مـشاهده مـي گردد ) به شكل 2مراجعه شود(
استحكام تسليم پاييني) :(ReLپايين ترين مقدار تنش در طي تسليم پلاسـتيك، از تـاثيرات ابتدايي گذرا صرفنظر مي شود) به شكل 2مراجعه شود.
استحكام تسليم قـراردادي، انبـساط غيرتناسـبي) : (Rpتـنش در جـائي اسـت كـه انبـساطغيرتناسبي برابر با درصد مشخص شـده از طـول مبنـاء اكستنـسيومتر ) (Leشـود) بـه شـكل 3مراجعـه شود.(نماد مورد استفاده بعد از پسوندزير نويس برحسب درصد بيان مي شود، مثال: Rp0.2
استحكام تسليم قراردادي،انبساط كـل) :(Rtتـنش در جـائي اسـت كـه انبـساط كـل)انبـساط الاستيك+انبساط پلاستيك( با درصد مشخص شده از طول مبناي اكستنسيومتر)(Leبرابر گردد) به شـكل4 مراجعه شود(. نماد مورد استفاده بعد از پسوندزير نويس برحسب درصد بيان مي شود، مثال:. Rt0.5
استحكام دائمي) :(Rrتنش در جائيكه بعد از برداشت نيرو، يك ازديادطول ويـا انبـساط دائمـي مشخص شـده كـه برحـسب درصـد طـول مبنـاء اوليـه ) (Loيـا طـول مبنـاء اكستنـسيومتر) (Leبيـان مي شود، حاصل نشود.
نماد مورد استفاده بعـد از پـسوند درصـد مـشخص شـده اي از طـول مبنـاي اوليـه) (Loيـا طـول مبنـاء اكستنسيومتر) (Leرا مي دهد، مثال:Rr0.2
دقت دستگاه آزمون
دستگاه آزمون بايد تا زمان تدوين استاندارد ملي ايران بـا اسـتاندارد بـين اللملـي ISO 7500-1 مـورد صحه گذاري قرار گرفته باشد و بايد داراي كلاس 1ويا بهتر باشد.
هنگاميكه براي محاسبه استحكام تسليم پاييني و استحكام تسليم قراردادي)ازديـاد طـول غيـر تناسـبي(اكستنسيومتر استفاده مي شود ، اكستنسيومتر بايد داراي كلاس )1تا زمان تدوين استاندارد ملي ايران بـهاستاندارد بين اللملي ISO 9513مراجعه شود( باشد. براي ساير خـواص) بـا ازديـاد طـول بـالاتر (يـك اكستنسيومتر كلاس 2ميتواند استفاده شود)به استاندارد ISO 9513مراجعه شود(
| سرعت آزمون |
در صورتيكه در استاندارد محصول مشخص نشده باشد، سرعت آزمون بايد مطابق با الزامـات ذيـل كـه بـه طبيعت مواد بستگي دارد باشد.
| استحكام هاي تسليم و قراردادي |
| 1-1-1-10استحكام تسليم بالايي)(ReH |
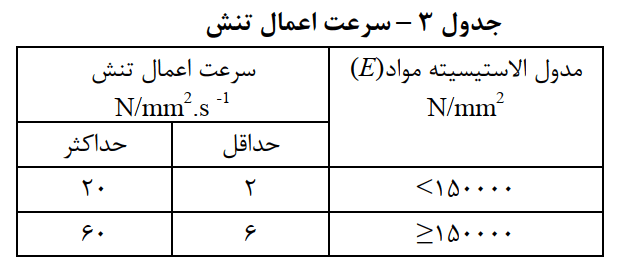
در محدوده الاستيك، تا و شامل استحكام تسليم بالايي، سرعت دور شدن فك هاي ماشين از يكديگر بايد تا حد ممكن ثابت نگه داشه شود و سرعت آن بايد مطابق جدول 3باشد.:
استحكام تسليم پاييني)(ReL
تنها اگر استحكام تسليم پاييني محاسبه شده باشد، سرعت كرنش در هنگـام رخ دادن پديـده تـسليم در
طول قسمت موازي آزمونه بايد بين 0/00025/sو 0/0025/sباشد. سرعت كرنش در طول مـوازي بايـد
تا حد ممكن ثابت نگه داشته شود. اگر اين سرعت را نتوان مستقيماً كنترل كرد، ميبايستي درسـت قبـل
از شروع تسليم توسط كنترل كننده سرعت تنش تنظيم شود، كنترل هاي دستگاه تا كامل شـدن تـسليم
نبايد تغيير كند.
تحت هيچ شرايطي سرعت تسليم در محدوده الاستيك نبايد از حـداكثر سـرعت داده شـده در جـدول 3
بيشتر شود.
استحكام هاي تسليم بالايي و پاييني )(Rel , ReH
اگر در طي يك آزمون دو استحكام تسليم بدست آيد، شرايط تعيين استحكام تسليم پاييني بايـد مطـابق
بند ) ( 2-1-1-10باشد.
استحكام تسليم قراردادي) انبساط غير تناسبي( و اسـتحكام تـسليم قـراردادي ) كـل انبساط( )(Rp ,Rt سرعت تسليم بايد بين حدود داده شده در جدول 3باشد.
در درون محدوده پلاستيك و تا و شامل استحكام قراردادي) انبساط غير تناسبي و يا كل انبساط( سرعت كرنش نبايد از 0/0025/sبيشتر شود
استحكام كششي Rm
سرعت كرنش در طول قسمت موازي آزمونه نبايد از 0/008/sبيشتر شود.
در محدوده الاستيك
اگر آزمايش، محاسبه تنش تسليم را شامل نشود) يا تنش قراردادي(، سرعت دستگاه ميتواند تـا حـداكثر
مجاز در محدوده پلاستيك افزايش يابد.
روش در گير شدن فك ها با آزمونه
آزمونه ها بايد بوسيله مناسبي مانند فكهاي پيچي ، گوه اي، نگه دارنده شانه اي و غيره نگه داشته شود.
تمام كوششها بايد براي اطمينان از اينكه آزمونه ها به روشي نگه داشته مي شوند كه نيرو تـا حـد امكـان
محوري اعمال گردد انجام شود. اين بويژه هنگاميكه مواد ترد آزمايش مـي شـوند ويـا در محاسـبه تـنش
قراردادي)با در نظر گرفتن ازدياد طول غير تناسبي( ويا تـنش قـراردادي)بـا در نظـر گـرفتن كـل ازديـاد
طول(و يا تنش تسليم بسيار اهميت مي يابد
محاسبه درصد ازدیاد طول بعد از شکست A
بدين منظور، دو قسمت جدا شده آزمونه بايد بدقت به يكديگر چسبيده شود طوري كه محور هايـشان در
يك خط راست واقع شود.
پيش بيني هاي ويژه براي اطمينان از تماس مناسب بين قطعات شكـسته شـده آزمونـه در هنگـام انـدازه
گيري طول مبناء نهايي بايد انجام شود. اين موضوع در حالتيكه سطح مقطع آزمونـه كوچـك ويـا مقـادير
ازدياد طول كم باشد اهميت ويژه اي دارد.
ازدياد طول بعد از شكست) (Lu– Loبايد با تقريب 0/25 mmبا استفاده از يك وسيله اندازه گيري با دقت
درجه بندي 0/1 mmمحاسبه شود و مقدار ازدياد طول بعد ازشكـست بايـد بـا تقريـب 0/5درصـد گـرد
شود.اگر مشخص شود كه درصد ازدياد طول كمتر از 5درصد است، پيشنهاد ميگردد كه پيش بيني هـاي
ويژه اي براي محاسبه ازدياد طول انجام گيرد) به پيوست Eمراجعه شود(
نقطه تسلیم، نقطه ای بر روی منحنی تنش-کرنش است که حد نهایی رفتار الاستیک (کشسان) و شروع رفتار پلاستیک را نشان می دهد.نقطه تسلیم
اين اندازه گيري اساساً تنها هنگامي معتبر است كه فاصله بين مقطع شكست تـا نزديكتـرين خـط نـشانه
كمتر از يك سوم)
13
( طول مبناء اوليه) (Loباشد. به هر حال قطع نظر از محل شكست اگر درصـد ازديـاد
طول بعد از شكست معادل ويا بزرگتر از مقدار مشخص شده باشد ، اندازه گيري معتبر است.
2-11براي دستگاه هاي مجهز به اكستنسيومتر كه توانايي انـدازه گيـري انبـساط در شكـست را دارنـد
الزامي به نشانه گذاري طول هاي مبناء وجود ندارد. ازدياد طول اندازه گيري شده ، انبساط كل به هنگـام
رخ دادن شكست مي باشد، و بنابراين بمنظور بدست آوردن درصد ازدياد طول بعد از شكست بايد ازديـاد
طول الاستيك از آن كسر گردد.
اساساً اين اندازه گيري تنها هنگامي معتبر است كه شكست در درون طـول مبنـاء اكستنـسيومتر) (Leرخ
دهد. به هر حال قطع نظر از محل شكست اگر درصد ازدياد طول بعـد از شكـست معـادل ويـا بزرگتـر از
مقدار مشخص شده باشد ، اندازه گيري معتبر است.
يادآوري: اگر در استاندارد محصول درصد ازدياد طول بعد از شكست براي طول مبناء داده شده، مشخص شده باشد، طول
مبناء اكستنسيومتر بايد مطابق آن باشد.
3-11اگر ازدياد طول دريك طول ثابت اندازه گيري شود، آن را ميتواند به طول مبناء تناسبي تبديل
نمود، كاربرد فرمول ها و يا جداول تبديل بايد قبلاً مورد توافق قرار گيرد). تا زمان تدوين
استاندارد ملي ايران به استاندارد بين اللمللي بشماره ISO 2566-1و ISO 2566-2مراجعه
شود.
ياد آوري: مقايسه درصد ازدياد طول ها تنها هنگامي ممكن است كه طول مبناء يـا طـول مبنـاء اكستنـسيومتر، شـكل و
سطح مقطع آزمونه يكسان باشد ويا وقتيكه ضريب تناسبي ) (Kيكسان باشد.
4-11به منظور جلوگيري از تكرار آزمايش بعلت وقوع شكست در خارج از حدود مشخص شـده در بنـد
1-11روشي بر اساس تقسيمات كوچكتر Loبه Nقسمت به شرح پيوست Gمي تواند بكار رود.
12محاسبه درصد كل ازدياد طول در حداكثر نيرو)(Agt
روش بر اساس محاسبه بر روي نمـودار نيـرو- انبـساط) انبـساط در حـداكثر نيـرو) ((ΔLmبـا اسـتفاده از
اكستنسيومتر مي باشد.
در نمودار نيرو – انبساط برخي مواد در حداكثر نيرو يك ناحيه تخت ديده مـي شـود كـه در ايـن هنگـام
درصد كل ازدياد طول در نيروي حداكثر از وسط ناحيه تخت محاسبه مي شود) به شكل 1مراجعه شود.(
طول مبناء اكستنسيومتر بايد در نتيجه آزمون ثبت گردد
درصد كل ازدياد طول در حداكثر نيرو بوسيله رابطه زير محاسبه مي شود:
Agt=ALm/Le*100
اگر آزمون كشش توسط رايانه دستگاه آزمون كنترل شود و داراي سيستم دريافت اطلاعات باشـد، ازديـاد
طول مستقيماً در حداكثر نيرو محاسبه مي شود.
جهت اطلاعات، شرح روش در پيوست Hداده شده است.
محاسبه استحكام قراردادي، انبساط غيرتناسبي)(Rp
1-13استحكام قراردادي)انبساط غير تناسبي( از نمودار نيرو- انبساط بوسيله رسـم خطـي بـه مـوازات
قسمت خطي نمودار و به فاصله معـادل مـشخص شـده درصـد غيـر تناسـبي، مـثلاً 0/2درصـد، تعيـين
مي گردد. نقطه اي كه اين خط منحني را قطع مي كنـد اسـتحكام قـراردادي را مـشخص مـي كنـد و از
تقسيم اين نيرو به ناحيه سطح مقطع اوليه آزمون) (Soانبساط غير تناسبي بدست مي آيد ) بـه شـكل 6
مراجعه شود.(
دقت در رسم نمودار نيرو – انبساط ضروري مي باشد.
چنانچه ناحيه خطي نمودار نيرو – انبساط بوضوح مشخص نباشد بطوريكه مانع دقت كافي در رسـم خـط
موازي گردد، روش زير پيشنهاد مي گردد )به شكل 6مراجعه شود.(
هنگاميكه استحكام قراردادي از آنچه فرض شده بيشتر شد ، نيرو تا حدود 10درصد كاهش داده مي شود.
مجدداً نيرو تا مقدار اوليه افزايش داده مي شود. براي تعيين استحكام قراردادي دلخواه خطي ميان حلقـه
هيسترزيس
رسم مي گردد.سپس خطي به موازات آن و به فاصله منحني مبناء تصحيح شـده رسـم مـي
شود، اندازه آن عرض معادل درصـد غيـر تناسـبي ذكرشـده مـي باشـد. تقـاطع خـط مـوازي بـا منحنـي
نيرو – انبساط، نيروي مربوط به استحكام كششي را مي دهد و از تقسيم آن نيرو بـه سـطح مقطـع اوليـه
آزمونه) (Soانبساط غير تناسبي بدست مي آيد)به شكل 6مراجعه شود.(
يادآوري: تصحيح منحني مبناء با روشهاي مختلفي انجام مي شود.بطور معمول از روش زير استفاده مي شود:
خطي به موازات خط هيسترزيس كه قسمت الاستيك و صعودي نمودار كه شيب آن نزديك به حلقـه مـي باشـد را قطـع
ميكند رسم ميشود، نقطه اي كه خط محور را قطع ميكند مبناء منحني مي باشد.
2-13خواص ميتواند بدون رسم منحني نيرو- ازديادطول بوسيله دستگاههاي اتوماتيـك)ماننـد ميكـرو
پروسسورها( نيز بدست آيد
محاسبه استحكام قراردادي، انساط كل)(Rt
استحكام قراردادي درروي نمودار نيرو – ازدياد طول بوسيله رسم يك خط به موازات محور طـول) محـور
نيرو( و به فاصله اي معادل درصد ازدياد طول كلي مربوطه محاسبه مي شود. نقطـه تقـاطع ايـن خـط بـا
منحني، نيروي مربوط به استحكام قرادادي را مشخص مي كند.با تقسيم اين نيرو به سـطح مقطـع اوليـه
آزمونه) )(Soبه شكل 4مراجعه شود( استحكام قراردادي بدست مي آيد.
2-14خواص ميتواند بدون رسم منحني نيرو- ازديادطول بوسيله دستگاههاي اتوماتيك نيز بدست آيد.
روش تصديق استحكام دائمي)(Rr
با قرار دادن آزمونه به مدت 10تا 12ثانيه در معرض تنش مشخص شده و سپس برداشتن نيرو و بررسـي
اينكه استحكام دائمي ويا ازدياد طول از درصد مشخص شده براي طول مبناء اوليه بيشتر نيـست تـصديق
صورت مي گيرد.
روش تصديق استحكام دائمي)(Rr
با قرار دادن آزمونه به مدت 10تا 12ثانيه در معرض تنش مشخص شده و سپس برداشتن نيرو و بررسـي
اينكه استحكام دائمي ويا ازدياد طول از درصد مشخص شده براي طول مبناء اوليه بيشتر نيـست تـصديق
صورت مي گيرد.
محاسبه درصد كاهش سطح مقطع)(z
درصد كاهش سطح مقطع بايد بر طبق جزئيات مندرج در بند 7-4محاسبه شود.
دوقطعه شكسته شده آزمونه بايد بدقت به هم چسبانده شود بنحوي كه محور هاي آنها در يك راستا قـرار
گيرند.حداقل سطح مقطع بعد از شكست)(Suبايد با دقت % ± 2اندازه گيري شود ) به پيوست هاي الـف
و ت مراجعه شود.(
اختلاف بين سطح مقطع شكست) (Suو سطح مقطع اوليه)(Soكه برحسب درصد بيـان مـي شـود درصـد
كاهش سطح مقطع را مي دهد.
دقت نتايج
دقت نتايج به متغير هاي متنوعي بستگي دارد كه ميتواند در دو دسته قرار گيرد.
– متغير هاي اندازه گيري مانند كلاس دستگاه و اكستنسيومتر و دقت اندازه گيري ابعاد آزمونه؛
– متغيرهاي مواد و آزمون مانند طبيعت مواد، شكل هندسي آزمونه، آماده سازي، سـرعت آزمـون ،
دما، بدست آوردن اطلاعات و فن آوري تحليل.
در صورت موجود نبودن اطلاعات كافي براي تمام مواد تامين مقادير دقت بـراي خـواص متفـاوت بوسـيله
آزمون كشش امكان ندارد.
پيوست خ راهنمايي براي عدم صحت محاسبات مرتبط با متغير هاي اندازه گيري ارائه ميدهد.
پيوست د مقادير بدست آمده در آزمونهاي بين آزمايشگاهي روي گروهي از فولادها و آلياژهـاي آلـومينيم
را ارائه مي دهد.
گزارش آزمون
گزارش آزمون حداقل بايد شامل اطلاعات زير باشد:
-1شماره اين استاندارد؛
-2شناسه آزمونه؛
-3مشخصه مواد، در صورت معلوم بودن؛
-4نوع آزمونه؛
-5محل و امتداد آزمونه گيري آزمونه؛
-6خواص اندازه گيري شده و نتايج
استحکام تسلیم یا تنش تسلیم، یک ویژگی مواد است که به معنای تنشی است که ماده شروع به تغییر شکل پلاستیک می کند، در حالی که نقطه تسلیم نقطه ای است که تغییرات غیرخطی ( الاستیک + پلاستیک) شروع می شود.
قبل از نقطه تسلیم، ماده به صورت الاستیک تغییر شکل می دهد و هنگامی که تنش اعمالی قطع، و از روی ماده برداشته شود، ماده به شکل اولیه بر می گردد. هنگامی که منحنی از نقطه تسلیم بگذرد، بخشی از تغییر شکل، دایمی و غیر قابل بازگشت خواهد بود.
از آنجا که نقطه تسلیم نمایانگر حد بالایی نیرویی ست که می توان به ماده اعمال کرد بدون آن که تغییر شکلی حاصل شود، در نتیجه نقطه تسلیم تعیین کننده محدوده کارایی اجزای مکانیکی ست . در مهندسی سازه، نقطه تسلیم مُد شکست نرم است بدون آن که منجر به شکست کامل یا شکست نهایی ماده شود.
نقطه تسلیم ویژگی حساس و مهمی ست که بسیاری از فنون کار با مواد از این ویژگی بهره می برند تا از این طریق مواد را با فشار نظیر فورج، غلتک کاری، پرسی، خمشی، اکستروژن یا هیدروفرمینگ، شکل دهی مجدد کنند یا از طریق برشکاری مواد را از هم جدا کنند (نظیر ماشین کاری) یا با استفاده از چفت و بست، اجزا را به صورت صلب به هم مونتاژ کنند. نقطه تسلیم را می توان به عنوان نیرویی در نظر گرفت که به فنر کالسکه وارد می شود تا آن را از شکل خمیده به صورت راست در آورد.
نقطه تسلیم آفست یا پروف استرس، تنشی ست که در آن 0.2 درصد تغییر شکل پلاستیک رخ دهد.
فراتست عرضه کننده دستگاه های تست
0912-3750274
021-88705040
تعاریف:
اغلب، به دلایل گوناگون منحنی های تنش-کرنش که توسط مواد حقیقی از خود بروز می دهند ، مشکل است تا به صورتی دقیق نقطه تسلیم را تعریف کرد. به علاوه، چند راه ممکن برای تعریف و مشخص کردن نقطه تسلیم وجود دارد.:
محدوده واقعی الاستیک (True Elastic Limit):
کمترین تنشی است که در آن نابجایی ها (ِDislocations) حرکت می کنند. از آن جا که نابجایی ها در تنش های کوچک بسیار کوچک حرکت می کنند، لذا تشخیص آنها بسیار سخت است. این تعریق بندرت استفاده می شود.
محدوده تناسب (Proportionality limit)
تا این محدوده از تنش، تنش با کرنش متناسب است (قانون هوک). بنابراین تا این محدوده ، گراف تنش- کرنش خط صاف و مستقیم است و شیب این خط مدول الاستیک ماده است.
محدوده الاستیک (استحکام تسلیم)
Elastic limit (yield strength)
بعد از محدوده ی الاستیک، تغییر شکل دایمی رخ می دهد.بنابراین، محدوده الاستیک کمترین نقطه تنشی ست که در آن تغییر شکل دایم را می توان اندازه گرفت. برای این کار، به روش بارگذاری- باربرداری نیاز است که در این روش، دقت به صورتی ویژه و حساسی به چگونگی دستگاه های مورد استفاده و مهارت اپراتور بستگی دارد. برای مواد الاستومری نظیر لاستیک، محدوده ی الاستیتک بسیار بزرگتر از محدوده تناسب است. همچنین، اندازه گیری با کرنش سنج های دقیق نشان داده است که کرنش پلاستیک در تنش های کم شروع می شود.
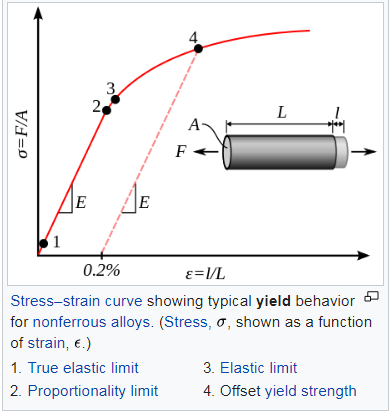
نفطه تسلیم (Yield Point)
نقطه ای در منحنی تنش- کرنش که در آن منحنی تغییر جهت می دهد و تغییر شکل پلاستیک شروع به رخ دادن می نماید.
نقطه تسلیم آفست
Elastic limit = yield strength)
هنگامی که در منحنی تنش-کرنش نقطه تسلیم براحتی قابل تشخیص نباشد، نقطه تسلیم آفست اختیاری و قراردادی تعریف می شود. مقدار این تنش آفست در کرنش تسلیم 0.1 یا 0.2 درصد تعیین می شود. فولاد با استحکام بالا و آلیاژهای آلمینیوم نقطه تسلیم ندارند. بنابراین نقطه تسلیم آفست برای آنها تعریف می شود.
فراتست عرضه کننده دستگاه های تست
0912-3750274
021-88705040
ویژگی های مکانیکی فولاد ST37:
ویژگی های مکانیکی فولاد ST37 (که جزء دسته فولاد های ساختمانی است) شامل استحکام کششی تسلیم 235 مگا پاسکال و استحکام کششی نهایی 360-510 مگا پاسکال می شود که مقاطع فولادی مانند تیرآهن، میلگرد، ورق، نبشی، ناودانی و پروفیل ها را در بر می گیرد.
فولاد ST52 کربن بیشتر و در نتیجه استحکام کششی بالاتری نسبت به ST37 دارد، اما با افزایش کربن، جوش پذیری ماده کاهش پیدا می کند.
انواع آزمونه:
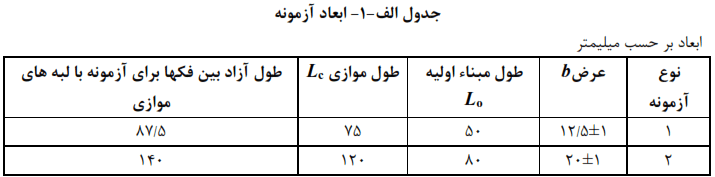
انواع اصلی آزمونه ها همانطور که در جدول 2 نشان داده شده، مطابق با شکل و نوع محصول در پیوست الف تا د معین شده است. سایر انواع آزمونه ها می تواند در استاندارد محصول مشخص گردند.

نمادها و عناوین به شرح زیر است:

پیوست الف (الزامی ): ابعاد وشکل انواع آزمونه های مورد استفاده برای محصولات نازک، ورق ها، تسمه ها و محصولات تخت با ضخامت بین 0.1 تا 3 میلیمتر به شکل و شرح زیر است:
شکل آزمونه وقتی که محصول به شکل ورق بین 0.1 تا 3 میلیمتر است:
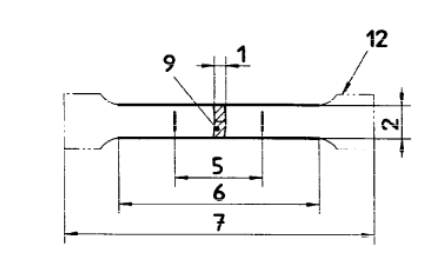
در صورت توافق، آزمونه می تواند به شکل تسمه و با لبه های موازی باشد.
برای محصولات با عرض مساوی و یا کمتر 20 میلیمتر، عرض آزمونه می تواند همان عرض محصول اختیار شود.
فراتست عرضه کننده دستگاه های تست
0912-3750274
021-88705040
پیوست ب (الزامی): انواع آزمونه ها مورد استفاده برای سیم ، میله و مقاطع با قطر یا ضخامت کمتر از چهار میلیمتر :
شکل آزمونه: کلا آزمونه قسمتی از محصول ماشین کاری نشده است (به شکل 10 مراجعه شود)
ابعاد آزمونه: طول مبنا اولیه (L0) باید 2+/-200 میلیمتر و یا 1+/-100 میلیمتر باشد. فاصله بین فک های دستگاه باید حداقل برابر L0+50 میلیمتر باشد، مانند 250 و 150میلیمتر ، بجز در موارد با قطر کوچک سیم که فاصله می تواند برابرL0 باشد.
یادآوری: در مواردی که درصد ازدیاد طول بعد از شکست محاسبه نمی شود، فاصله بین فک ها می تواند حداقل 50 میلیمتر باشد.

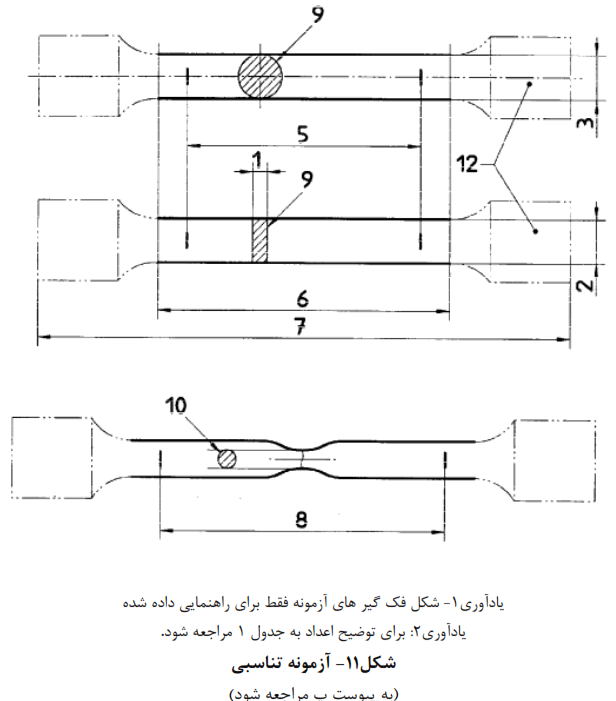
پیوست پ (الزامی): انواع آزمونه مورد استفاده برای ورق ها و محصولات تخت با ضخامت برابر و یا بیشتر از 3 میلیمتر و همچنین سیم، میله و مقاطع با قطر و یا ضخامت برابر و یا بیشتر از 4 میلمتر :
شکل آزمونه: بطور کلی ، آزمونه ماشین کاری می شود و طول موازی باید توسط یک منحنی به انتهای فک گیر آزمونه که دارای شکلی مناسب با فک دستگاه آزمون است، متصل شود (به شکل 11 مذراجعه شود)
توجه: مقاطع، میله ها و غیره در صورت نیاز می توانند بدون نمونه سازی مورد آزمون قرار گیرند.
سطح مقطح آزمونه می تواند دایره، مربع، مربع مستطیل و یا حالات خاص به شکل دیگری باشد.
برای سطح مقطع مربع مستطیل توصیه می گردد که نسبت عرض به ضخامت بیشتر از1:8 نشود.
فراتست عرضه کننده دستگاه های تست
0912-3750274
021-88705040
فولاد برای تسلیح و پیش تنیدن بتن – روش های آزمون- قسمت 1- میله ، مفتول و سیم های تسلیح کننده- استاندارد ملی ایران 1-8103 تجدید نظر دوم- سال 1398
مقدمه
این استاندارد، یک قسمت از مجموعه استانداردهای ملی ایران شماره 8103 است. سایر قسمت های این استاندارد عباررتند از :
-فسمت 2: شبکه جوش شده
-قسمت 3: فولاد پیش تنیده
هدف از این استاندارد چند قسمتی، مهیا کردن کلیه روش های آزمون مرتبط با فولادهای مورد مصرف در تسلیح و پیش تنیدن بتن در یک سری استاندارد است.
بطور کلی در این استاندارد برای بیان روش های آزمون به استاندرادهای بین المللی آزمون فلزات ارجاع داده شده است، بنابراین آزمون های ذکر شده در این استاندارد برای سایر فلزات قابل اجرا می باشند.
مراجع الزامی:
ISO 4965-1
استاندارد ملی ایران شماره 1-18995 سال 1393- مواد فلزی-
ISO 4965-2
استاندارد ملی ایران شماره 2-18995 سال 1393- مواد فلزی-
ISO 6892-1
استاندارد ملی ایران شماره 1-10272- مواد فلزی – آزمون کشش در دمای اتاق با استفاده از استاندارد بالا تهیه شده است.
ISO 6892-2
استاندارد ملی ایران شماره 2-10272- مواد فلزی – آزمون کشش در دمای بالا با استفاده از استاندارد بالا تهیه شده است.
ISO 6892-3
استاندارد ملی ایران شماره3-10272- مواد فلزی – آزمون کشش در دمای پایین با استفاده از استاندارد بالا تهیه شده است.
ISO 7500-1
استاندارد ملی 1-8768 سال 1395
ISO 9513
ISO 16020
استاندارد ملی 13270 با استفاده از استاندارد بالا تهیه شده است.
شرایط عمومی قطعه آزمون
قطعه آزمون باید از میله، مفتول یا سیم در شرایط تحویل تهیه شود، مگر آن که در استاندارد محصول یا طبق توافقات به گونه ای دیگر مشخص شده باشد.
در مورد نمونه برداری از کلاف(مفتول یا سیم)، قطعه آزمون قبل از هرگونه آزمون باید با عملیات خمش با کمترین مقدار تغییر شکل پلاستیک راست شود.
یادآوری 1- راست بودن قطعه آزمون در آزمون کشش ، آزمون خستگی با بارگذاری محوری و آزمون بارگذاری غیر ارتجاعی چرخه ای حائز اهمیت و الزامی است.
آزمون کشش در دمای اتاق
قطعه آزمون
علاوه بر شرایط عمومی ذکر شده در بند 4، طول آزاد قطعه آزمون برای تعیین ازدیاد طول نسبی بعد از شکست یا درصد افزایش طول کل در بیشینه نیرو باید مطابق با زیربند 5-3 به اندازه کافی باشد.
در صورت محاسبه دستی درصد ازدیاد طول نسبی بعد از شکست (A) قطعه آزمون باید قبل از آزمون مطابق با استاندارد 1-ISO 6892 نشانه گذاری شود.
در صورت تعیین افزایش طول کل در بیشینه نیرو (Agt) به روش دستی، باید نشانه هایی بر روی طول آزاد قطعه آزمون با فواصل مساوی (بر طبق استاندارد 1-ISO 6892 ) ایجاد شود. فاصله بین نشانه ها با توجه به قطر قطعه آزمون باید 5 یا 10 یا 20 میلیمتر باشد.
دستگاه آزمون باید مطابق با استاندارد 1-7500 ISO با کمینه رده 1 تصدیق و کالیبره باشد.
در صورت استفاده از اکستنسومتر برای تعیین Rp0.2 باید از کلاس Class 1 و برای تعینن Agt می توان از Class 2 مطابق با استاندارد ISO 9513 استفاده شود.
هر نوع اکستنسومتر مورد استفاده باید برای تعیین درصد افزایش طول کل در بیشینه نیرو (Agt) دارای کمینه طول مبنای 100 میلیمتر باشد. اندازه طول مبنا باید در گزارش آزمون آورده شود.
خطی که نقاط 0.2Fm و 0.5Fm vh را به هم وصل می کند، باید به عنوان قسمت خطی نمودار نیرو-افزایش طول در نظر گرفته شود.
اگر اختلاف شیب این خط ا مقدار تئوری مدول الاستیسیته بیشتر از 10 درصد باشد، نتایج آزمون می تواند نامعتبر قلمداد شود.
Fm را می توان به عنوان نیروی متناظر با استحکام کششی اسمی داده شده در استاندارد پیش تعریف کرد.
برای محاسبه خواص کششی ReH، Rp0.2 و Rm سطح مقطح اسمی قطعه آزمون باید بکار برده شود، مگر آن که در استاندارد محصول به صورت دیگری مشخص شده باشد.
اگر شکست در ناحیه فک ها رخ دهد یا فاصله خط شکست تا فک ها کمتر از 20 ملیمتر یا d (هر کدام که کمتر است) باشد، آزمون را می توان نامعتبر تلقی کرد.
برای تعیین درصد ازدیاد طول بعد از شکست (A)T طول مبنای اولیه باید پنج برابر قطر اسمی (d) قطعه آزمون باشد، مگر آن که در استانداردمحصول به گونه ای دیگر مشخص شده باشد. در موارد اختلاف، A باید به روش دستی تعیین شود.
درصد افزایش طول کل در بیشینه نیرو (Agt) باید با استفاده از اکستنسومتر یا روش دستی تشریح شده در این استاندارد تعیین شود.
در صورت تعیین Agt با استفاده از اکستنسومتر، باید روش ذکر شده در استاندارد ISO 6892-1 همراه با اصلاحات زیر بکار رود:
Agt باید قبل از آن که نیرو به بیش از 0.2 درصد از مقدار بیشینه خود افت کند، ثبت شود.
یادآوری- این شرط با هدف جلوگیری از به دست آمدن مقادیر مختلف با روش های مختلف (روش دستی در مقابل اکستنسومتر) وضع شده است. به تجربه روش شده است که با استفاده از اکستنسومتر مقدار Agt به طور متوسط کمتر از اندازه گیری دستی به دست می اید.
نمادها:
A: درصد ازدیاد طول نسبی بعد از شکست
Ag: درصد افزایش طول پلاستیک در بیشینه نیرو (Fm)
Agt: درصد افزایش طول کل در بیشینه نیرو (Fm)
Ar: کدرصد ازدیاد طول یکنواخت بعد از شکست
d: قطر اسمی میله، مفتول یا سیم
D: قطر سنبه دستگاه خمش در آزمون خمش یا خمش مجدد
Fm: بیشینه نیرو در آزمون کشش
Fup: نیروی بالایی در آزمون خستگی با بارگذاری محوری
R1: فاصله بین فک ها و طول مبنا در اندازه گیری دستی Agt
R2: فاصله بین محل شکست و طول مبنا در اندازه گیری دستی Agt
Reh: استحکام تسلیم بالایی
Rm: استحکام کششی
Rp0.2: استحکام تسلیم قراردادی (0.2 درصد ) افزایش طول پلاستیک (Offset Yield Strength)
Sn: مساحت سطح مقطع اسمی میله، مفتول یا سیم
گاما: زوایه خم کاری در ازمون خمش یا خمش مجدد
فراتست عرضه کننده دستگاه های تست
0912-3750274
021-88705040
هم اکتون استاندارد ISO 6892-1:2019 (ویرایش سوم ) به بازار آمده است که جایگزین استاندارد ISO 6892-1: 2016 شده است و تغییراتی مختصر به شرح زیر در آن آمده است:
-
— correction of the title of a standard in Clause 2;
-
— correction of the designation “coefficient of determination” (“coefficient of determination” instead of “coefficient of correlation”);
-
— correction of Formula (1);
-
— wording in 10.3.2.1;
-
— wording in the key of Figure 9;
-
— wording in Table B.2;
-
— wording in Table D.3;
-
— correction of the references.
Introduction
NOTE In what follows, the designations “force” and “stress” or “extension”, “percentage extension”, and “strain”, respectively, are used on various occasions (as figure axis labels or in explanations for the determination of different properties). However, for a general description or point on a curve, the designations “force” and “stress” or “extension”, “percentage extension”, and “strain”, respectively, can be interchanged.
1 Scope
NOTE Annex A contains further recommendations for computer controlled testing machines.
2 Normative references
- ISO 7500-1, Metallic materials — Calibration and verification of static uniaxial testing machines — Part 1: Tension/compression testing machines — Verification and calibration of the force-measuring system
- ISO 9513, Metallic materials — Calibration of extensometer systems used in uniaxial testing
3 Terms and definitions
-
— ISO Online browsing platform: available at https://www.iso.org/obp
-
— IEC Electropedia: available at http://www.electropedia.org/




quotient of change of stress ΔR and change of percentage extension Δe in the range of evaluation, multiplied by 100 %


Bibliography
| [1] | ISO 3183, Petroleum and natural gas industries — Steel pipe for pipeline transportation systems |
| [2] | ISO 11960, Petroleum and natural gas industries — Steel pipes for use as casing or tubing for wells |
| [3] | ISO/TR 25679, Mechanical testing of metals — Symbols and definitions in published standards |
| [4] | ISO/IEC Guide 98-3, Uncertainty of measurement — Part 3: Guide to the expression of uncertainty in measurement (GUM:1995) |
| [5] | ISO/TTA 2, Tensile tests for discontinuously reinforced metal matrix composites at ambient temperatures |
| [6] | ASTM A370, Standard test methods and definitions for mechanical testing of steel products |
| [7] | ASTM E8M, Standard test methods for tension testing of metallic materials |
| [8] | ASTM E1012, Standard practice for verification of test frame and specimen alignment under tensile and compressive axial force application |
| [9] | CWA 15261-2:2005, Measurement uncertainties in mechanical tests on metallic materials— Part 2: The evaluation of uncertainties in tensile testing |
| [10] | DIN 50125, Testing of metallic materials — Tensile test pieces |
| [11] | EN 10291, Metallic materials — Uniaxial creep testing in tension — Methods of test |
| [12] | GB/T 228, Metallic materials — Tensile testing at ambient temperature |
| [13] | IACS W2, Test specimens and mechanical testing procedures for materials. In: Requirements concerning materials and welding, pp. W2-1 to W2-10. International Association of Classification Societies, London, 2003. Available (2008-06-26) at: http://www.iacs.org.uk/document/public/publications/unified_requirements/pdf/ur_w_pdf159.pdf |
| [14] | JIS Z2241, Test pieces for tensile test for metallic materials |
| [15] | NIS 80:1994, Guide to the expression of uncertainty in testing |
| [16] | NIS 3003:1995. The expression of uncertainty and confidence in measurement |
| [17] | Dean G.D., Loveday M.S., Cooper P.M., Read B.E., Roebuck B., Morrell R., Aspects of modulus measurement. In: Dyson, B.G., Loveday, M.S., Gee, M.G., editors. Materials metrology and standards for structural performance, pp. 150-209. Chapman & Hall, London, 1995 |
| [18] | Roebuck B., Lord J.D., Cooper P.M., McCartney L.N., Data acquisition and analysis of tensile properties for metal matrix composites. J. Test. Eval. 1994, 22 (1) pp. 63–69 |
| [19] | Sonne H.M., Hesse B., B. Determination of Young’s modulus on steel sheet by computerised tensile test — Comparison of different evaluation concepts. In: Proceedings of Werkstoffprüfung [Materials testing] 1993. DVM, Berlin |
| [20] | Aegerter J., Keller S., Wieser D., Prüfvorschrift zur Durchführung und Auswertung des Zugversuches für Al-Werkstoffe [Test procedure for the accomplishment and evaluation of the tensile test for aluminium and aluminium alloys], In: Proceedings of Werkstoffprüfung [Materials testing] 2003, pp. 139-150. Stahleisen, Düsseldorf |
| [21] | Rides M., Lord J., TENSTAND final report: Computer-controlled tensile testing according to EN 10002‑1: Results of a comparison test programme to validate a proposal for an amendment of the standard. National Physical Laboratory, Teddington, 2005 |
| [22] | Lord J., Loveday M.S., Rides M., McEntaggart I., TENSTAND WP2 final report: Digital tensile software evaluation: Computer-controlled tensile testing machines validation of European Standard EN 10002‑1. National Physical Laboratory, Teddington, 2005, 68 p. Available at: http://eprintspublications.npl.co.uk/3224/ |
| [23] | Taylor B.N., Kuyatt C.E., Guidelines for evaluating and expressing the uncertainty of NIST measurement results. NIST, Gaithersburg, MD, 1994. 25 p. (NIST Technical Note 1297.) Available (2009-07-23) at: http://physics.nist.gov/Pubs/guidelines/TN1297/tn1297s.pdf |
| [24] | Loveday M.S., Room temperature tensile testing: A method for estimating uncertainty of measurement. National Physical Laboratory, Teddington, 1999. [Measurement note CMMT (MN) 048.] Available (2009-07-23) at: http://eprintspublications.npl.co.uk/2438/ |
| [25] | Bell S.A., 1999) A beginner’s guide to uncertainty of measurement, 2nd edition. National Physical Laboratory, Teddington, 2001. 41 p. (Measurement Good Practice Guide, No. 11.) Available (2009-07-31) at: http://eprintspublications.npl.co.uk/1568/ |
| [26] | Birch K., Estimating uncertainties in testing. National Physical Laboratory, Teddington, 2001. (Measurement Good Practice Guide, No. 36.) Available (2009-07-23) at: http://eprintspublications.npl.co.uk/2022/ |
| [27] | Kandil F.A., Lord J.D., Bullough C.K., Georgsson P., Legendre L., Money G. et al., The UNCERT manual of codes of practice for the determination of uncertainties in mechanical tests on metallic materials [CD-ROM]. EC, Brussels |
| [28] | Sonne H.M., Knauf G., Schmidt-Zinges J., Überlegungen zur Überprüfung von Zugprüfmaschinen mittels Referenzmaterial [Considerations on the examination of course test equipment by means of reference material]. In: Proceedings of Werkstoffprüfung [Materials testing] 1996. Bad Nauheim. DVM, Berlin |
| [29] | Ingelbrecht C.D., Loveday M.S., The certification of ambient temperature tensile properties of a reference material for tensile testing according to EN 10002‑1: CRM 661. EC, Brussels, 2000. (BCR Report EUR 19589 EN.) |
| [30] | Li H.-P., Zhou X., New Consideration on the uncertainty evaluation with measured values of steel sheet in tensile testing. In: Metallurgical analysis, 12th Annual Conference of Analysis Test of Chinese Society for Metals, 2004 |
| [31] | Klingelhöffer H., Ledworuski S., Brookes S., May T., Computer controlled tensile testing according to EN 10002‑1 — Results of a comparison test programme to validate a proposal for an amendment of the standard — Final report of the European project TENSTAND — Work Package 4. Bundesanstalt für Materialforschung und -prüfung (BAM), Berlin, 2005. 44 p. (Forschungsbericht [Technical report] 268.) Available (2008-07-01) at: http://www.bam.de/de/service/publikationen/publikationen_medien/fb268_vt.pdf |
| [32] | Loveday M.S., Gray T., Aegerter J., Tensile testing of metallic materialsA reviewFinal report of the TENSTAND project of work package 1. Bundesanstalt für Materialforschung und -prüfung (BAM), Berlin, 2004 |
| [33] | ASTM Research Report E 28 1004:1994, Round robin results of interlaboratory tensile tests |
| [34] | Roesch L., Coue N., Vitali J., di Fant M., Results of an interlaboratory test programme on room temperature tensile properties — Standard deviation of the measured values. (IRSID Report, NDT 93310.) |
| [35] | Loveday M.S., Towards a tensile reference material. In: Loveday, M.S., Gibbons, T.B. Harmonisation of testing practice for high temperature materials. Elsevier, London, pp. 111–53. |
| [36] | Johnson R.F., Murray J.D., The effect of rate of straining on the 0.2 % proof stress and lower yield stress of steel. In: Proceedings of Symposium on High Temperature Performance of Steels, Eastbourne, 1966. Iron and Steel Institute, 1967 |
| [37] | Gray T.G.F., Sharp J., Influence of machine type and strain rate interaction in tension testing. In: Papirno, R., Weiss, H.C. Factors that affect the precision of mechanical tests. ASTM, Philadelphia, PA. (Special Technical Publication 1025.) |
| [38] | Aegerter J., Bloching H., Sonne H.-M., Influence of the testing speed on the yield/proof strength — Tensile testing in compliance with EN 10002‑1. Materialprüfung. 2001, 10 pp. 393–403 |
| [39] | Aegerter, J. Strain rate at a given point of a stress/strain curve in the tensile test [Internal memorandum], VAW Aluminium, Bonn, 2000 |
| [40] | Bloching H., Calculation of the necessary crosshead velocity in mm/min for achieving a specified stress rate in MPa/s. Zwick, Ulm, 2000, 8 p. [Report] |
| [41] | McEnteggart I., Lohr R.D., Mechanical testing machine criteria. In: Dyson, B.G., Loveday, M.S., Gee, M.G., editors. Materials metrology and standards for structural performance, pp. 19-33. Chapman & Hall, London, 1995 |
| [42] | Austin T., Bullough C., Leal D., Gagliardi D., Loveday M., A Guide to the Development and Use of Standards Compliant Data Formats for Engineering Materials Test Data, CEN CWA 162002010: ftp://ftp.cen.eu/CEN/Sectors/List/ICT/CWAs/CWA16200_2010_ELSSI.pdf |
| [43] | SEP 1235, Determination of the modulus of elasticity on steels by tensile testing at room temperature, Stahl-Eisen-Prüfblatt (SEP) des Stahlinstituts VDEh, Düsseldorf |
| [44] | Lord J.D, Orkney L.P, Elevated Temperature Modulus Measurements Using the Impulse Excitation Technique (IET). NPL Measurement Note CMMT. MN, 2000, pp. 049. Available at: http://eprintspublications.npl.co.uk/3249/ |
| [45] | Lord J.D, Orkney L.P, Measurement Good Practice Guide No. 98 Elastic Modulus Measurement, ISSN 1744-3911 (2006). Available at: http://eprintspublications.npl.co.uk/3782/ |
| [46] | Carpenter M*, Nunn J, Impulse Excitation Modulus measurements of Hardmetal Rods using custom software on a standard personal computer and microphone. Mater. Eval. 2012, 70 (7) pp. 863–871 |
| [47] | Gabauer W, The Determination of Uncertainties in Tensile Testing UNCERT COP 07: 2000 |
| [48] | Bullough C. K, The Determination of Uncertainties in Dynamic Young’s Modulus UNCERT CoP 13:2000 |
| [49] | Lord J., Rides M., Loveday M., Modulus Measurement Methods TENSTAND WP3 Final Report NPL REPORT DEPC MPE 016 Jan 2005. ISSN 1744-0262. Available at: http://eprintspublications.npl.co.uk/3223/ |
| [50] | Unwin, W.C., The testing of materials of construction. Longmans, Green & Co, London, 1910, pp. 237–8. |
| [51] | Lord J.D., Roebuck B., Orkney L.P., Validation of a draft tensile testing standard for discontinuously reinforced MMC, VAMAS Report No.20, National Physical Laboratory, May 1995 |
| [52] | ASTM E 111, Standard Test Method for Young’s Modulus, Tangent Modulus, and Chord Modulus |
| [53] | Aegerter J., Frenz H., Kühn H.-J., Weißmüller C., ISO 6892‑1:2009 Tensile Testing: Initial Experience from the Practical Implementation of the New Standard, Carl Hanser Verlag, München, Vol. 53, (2011) 10, pp. 595-603, correction of Fig. 6 in Carl Hanser Verlag, München, Vol. 53, (2011) 11 |
| [54] | Weißmüller C., Frenz H., Measurement Uncertainty for the Determination of Young’s Modulus on Steel, Materials Testing, Carl Hanser Verlag, München, 2013, Vol. 55 No. 9, pp. 643-647, available at: http://www.hanser-elibrary.com/doi/pdf/10.3139/120.110482 |
| [55] | ISO 377, Steel and steel products — Location and preparation of samples and test pieces for mechanical testing |
| [56] | ISO 2566-1, Steel — Conversion of elongation values — Part 1: Carbon and low alloy steels |
| [57] | ISO 2566-2, Steel — Conversion of elongation values — Part 2: Austenitic steels |
| [58] | ISO 80000-1, Quantities and units — Part 1: General |
| [59] | ISO 23788, Metallic materials — Verification of the alignment of fatigue testing machines |


{kind=link}
{kind=link}